Gør-det-selv cirkulær: tegninger, video, beskrivelse. Sådan laver du en rundsav med dine egne hænder Sådan laver du en hjemmelavet rundsavskaft
Det er svært at forestille sig et tømrerværksted uden en rundsav, da den mest grundlæggende og almindelige operation er den langsgående savning af emner. Hvordan man laver en hjemmelavet rundsav vil blive diskuteret i denne artikel.
Introduktion
Maskinen består af tre hovedkonstruktionselementer:
- grundlag;
- savning bord;
- parallel stop.
Basen og selve savbordet er ikke særlig komplekse strukturelle elementer. Deres design er indlysende og ikke så kompliceret. Derfor vil vi i denne artikel overveje det mest komplekse element - den parallelle vægt.

Så det parallelle stop er den bevægelige del af maskinen, som er guiden for emnet, og det er langs det, at emnet bevæger sig. Derfor afhænger kvaliteten af snittet af det parallelle stop, for hvis stoppet ikke er parallelt, kan enten arbejdsemnet eller savkurven sætte sig fast.
Desuden skal ringanslaget på en rundsav være af en ret stiv konstruktion, da håndværkeren udøver kraft ved at presse emnet mod hegnet, og hvis hegnet får lov til at bevæge sig, vil dette føre til ikke-parallelisme med dets konsekvenser. angivet ovenfor.

Der er forskellige designs af parallelle stop, afhængigt af metoderne til dets fastgørelse til det cirkulære bord. Her er en tabel med karakteristika for disse muligheder.
| Rip hegn design | Fordele og ulemper |
| To-punkts fastgørelse (for og bag) | Fordele:· Temmelig stiv konstruktion · Giver dig mulighed for at placere stoppet ethvert sted på det runde bord (til venstre eller højre for savklingen); Kræver ikke selve guidens massivitet Fejl:· Til fastgørelse skal masteren klemme den ene ende foran maskinen, og også gå rundt om maskinen og fastgøre den modsatte ende af stoppet. Dette er meget ubelejligt, når du vælger den ønskede position af stoppet og er en væsentlig ulempe ved hyppig efterjustering. |
| Enkeltpunktsfastgørelse (foran) | Fordele:· Mindre stift design end ved fastgørelse af hegnet i to punkter · Giver dig mulighed for at placere hegnet et hvilket som helst sted på det cirkulære bord (til venstre eller højre for savklingen); · For at ændre stoppositionen er det nok at fastgøre det på den ene side af maskinen, hvor masteren er placeret under saveprocessen. Fejl:· Udformningen af stoppet skal være massivt for at give den nødvendige stivhed af strukturen. |
| Fastgørelse i rillen på det runde bord | Fordele:· Hurtig omstilling. Fejl:· Designets kompleksitet, · Svækkelsen af designet af det cirkulære bord, · Den faste position fra savklingens linje, · Ganske komplekst design til selvfremstilling, især af træ (kun lavet af metal). |
I denne artikel vil vi analysere muligheden for at skabe et design af et parallelt stop til et cirkulært med et fastgørelsespunkt.
Forberedelse til arbejde
Før arbejdet påbegyndes, er det nødvendigt at bestemme det nødvendige sæt værktøjer og materialer, der er nødvendige i processen.
Følgende værktøjer vil blive brugt til arbejdet:
- Rundsav eller kan bruges.
- Skruetrækker.
- Bulgarsk (vinkelsliber).
- Håndværktøj: hammer, blyant, firkant.
I processen skal du også bruge følgende materialer:
- Krydsfiner.
- Massiv fyr.
- Stålrør med en indvendig diameter på 6-10 mm.
- Stålstang med en udvendig diameter på 6-10 mm.
- To skiver med et øget areal og en indvendig diameter på 6-10 mm.
- Selvskærende skruer.
- Snedkerlim.
Designet af stoppet på den cirkulære maskine
Hele strukturen består af to hoveddele - langsgående og tværgående (betyder - i forhold til savbladets plan). Hver af disse dele er stift forbundet med den anden og er en kompleks struktur, der omfatter et sæt dele.



Pressekraften er stor nok til at sikre strukturel styrke og sikkert fiksere hele revneanslaget.

Fra en anden vinkel.

Den generelle sammensætning af alle dele er som følger:
- Basen af den tværgående del;
- Langsgående del
- , 2 stk.);
- Bunden af den langsgående del;
- klemme
- Knasthåndtag
At lave et cirkulære
Klargøring af emner

Et par ting at bemærke:
- plane langsgående elementer er lavet af og ikke af massivt fyrretræ, som andre dele.





Ved 22 mm borer vi et hul i enden til håndtaget.

Det er bedre at gøre dette med boring, men du kan bare fylde det med et søm.

I rundsaven, der bruges til arbejde, bruges en hjemmelavet bevægelig vogn fra (eller, som en mulighed, kan et falsk bord laves "i hast"), hvilket ikke er særlig synd at deformere eller ødelægge. Vi slår et søm ind i denne vogn på det afmærkede sted og bider hatten af.



Som et resultat får vi et jævnt cylindrisk emne, som skal behandles med et bånd eller excentrisk slibemaskine.

Vi laver håndtaget - dette er en cylinder med en diameter på 22 mm og en længde på 120-200 mm. Så limer vi det ind i excentrikken.

Tværsnit af guiden
Vi fortsætter til fremstillingen af den tværgående del af guiden. Den består, som nævnt ovenfor, af følgende detaljer:
- Basen af den tværgående del;
- Øvre tværgående spændestang (med skrå ende);
- Nedre tværgående spændestang (med skrå ende);
- Ende (fastgørelses) stang af den tværgående del.
Øvre krydsklemme
Begge spændestænger - øvre og nedre har den ene ende ikke lige 90º, men skrå ("skrå") med en vinkel på 26,5º (for at være præcis, 63,5º). Vi har allerede observeret disse vinkler ved savning af emner.

Den øverste tværgående spændestang bruges til at bevæge sig langs bunden og yderligere fastgøre styret ved at presse det mod den nederste tværgående spændestang. Den er samlet af to emner.






Begge spændestænger er klar. Det er nødvendigt at kontrollere glatheden af bevægelsen og fjerne alle defekter, der forhindrer glat glidning, desuden er det nødvendigt at kontrollere tætheden af de skrå kanter; huller og revner bør ikke være.
Med en tætsiddende pasform vil styrken af forbindelsen (fastgørelse af guiden) være maksimal.

Samling af den tværgående hele del



Langsgående del af guiden
Hele den langsgående del består af:
- , 2 stk.);
- Bunden af den langsgående del.
Dette element er lavet ud fra det faktum, at overfladen er lamineret og glattere - dette reducerer friktionen (forbedrer glidning), samt tættere og stærkere - mere holdbar.

På tidspunktet for dannelsen af emnerne har vi allerede savet dem i størrelse, det er kun tilbage at forædle kanterne. Dette gøres med kantbånd.

Kantteknologien er enkel (du kan endda lime den med et strygejern!) Og forståelig.
Bunden af den langsgående del



Og fikser også yderligere med selvskærende skruer. Glem ikke at observere vinklen på 90º mellem de langsgående og lodrette elementer.

Samling af de tværgående og langsgående dele.


Lige her MEGET!!! det er vigtigt at observere vinklen på 90º, da styrets parallelitet med savbladets plan vil afhænge af det.


Installation af excentrikken





Montering af styreskinne
Det er tid til at rette hele vores struktur på en cirkulær maskine. For at gøre dette skal du fastgøre stangen på det tværgående stop til det cirkulære bord. Fastgørelse, som andre steder, udføres med lim og selvskærende skruer.



... og vi betragter arbejdet som afsluttet - gør-det-selv rundsaven er klar.
Video
Videoen, hvorpå dette materiale blev lavet.
Først vil jeg fortælle dig om min hobby. Jeg kan godt lide at lave ting: at skabe med mine egne hænder de nødvendige ting i huset, der øger komforten og dekorerer hjemmet. Jeg kan især godt lide at arbejde med træ – tømrer, tømrer. Ønsket om at have en "assistent" i dets brug, der fremskynder arbejdet og forbedrer dets kvalitet, tjente som hovedmotivet for at skabe den præsenterede kombinerede maskine til fremstilling af snedkeremner, eller, man kan sige, et træbearbejdningsminikompleks.
Min praktiske, omend begrænsede, erfaring med industrielle maskiner, både træbearbejdning og metalskæring, viste sig at være meget nyttig ved design og fremstilling af dette minikompleks. Nu med sin hjælp er det muligt at producere en række forskellige behandlinger: savning (både i fibrenes langsgående og tværgående retninger); høvling; slibning og polering, drejning og boring (og du ved aldrig hvad mere - det er svært at liste alt) træprodukter, og nogle operationer endda fra metal.
Minikomplekset består af to, generelt, uafhængige, maskiner (bortset fra at den første tjener som base eller støtte for den anden). Den første er en rundsav med en elektrisk fugemaskine. Den anden er en drejebænk.
I dag vil vi tale om den første. Overvej dens enhed mere detaljeret. Men først og fremmest bemærker jeg, at den så at sige er designet i henhold til det samlede skema (skærerknivene og rundsaven har et fælles drev og er fastgjort på en arbejdsaksel - rotoren). Denne beslutning gav mig mulighed for at gøre designet enklere og mere teknologisk, hvilket uden tvivl påvirkede den rationelle placering af hovedkomponenterne og samlingerne. Denne maskine har komponenter både industrielt fremstillet og bestilt af fagfolk og selvfølgelig lavet af egne hænder. Der er endda usædvanlige detaljer, for eksempel er den understøttende del af maskinen - rammen, ikke andet end "ben" fra en gammel symaskine. Og hun passede med succes ind i det overordnede design med stort set ingen ændringer, eller rettere sagt, bredden af høvlbordet blev justeret til dens passende størrelse. Sengens hoveddele (sideskinner, tværstænger, afstandsstykker) blev lavet af kanal nr. 5. Begge designs: ramme og seng er svejset.
Den tre-knive rotor installeret på maskinen med dobbeltsidede (dobbeltæggede) skæreknive, savklinger med hårdlegeringsspidser og forskellige slags anordninger gør det muligt at opnå træprodukter af høj kvalitet. I høvlingstilstand er bredden af den bearbejdede overflade 260 mm, og skæredybden er op til 2 mm.
Led- og rundsavsdrev
Borde (indløb og udløb) led og kontrolpanel (i forgrunden)
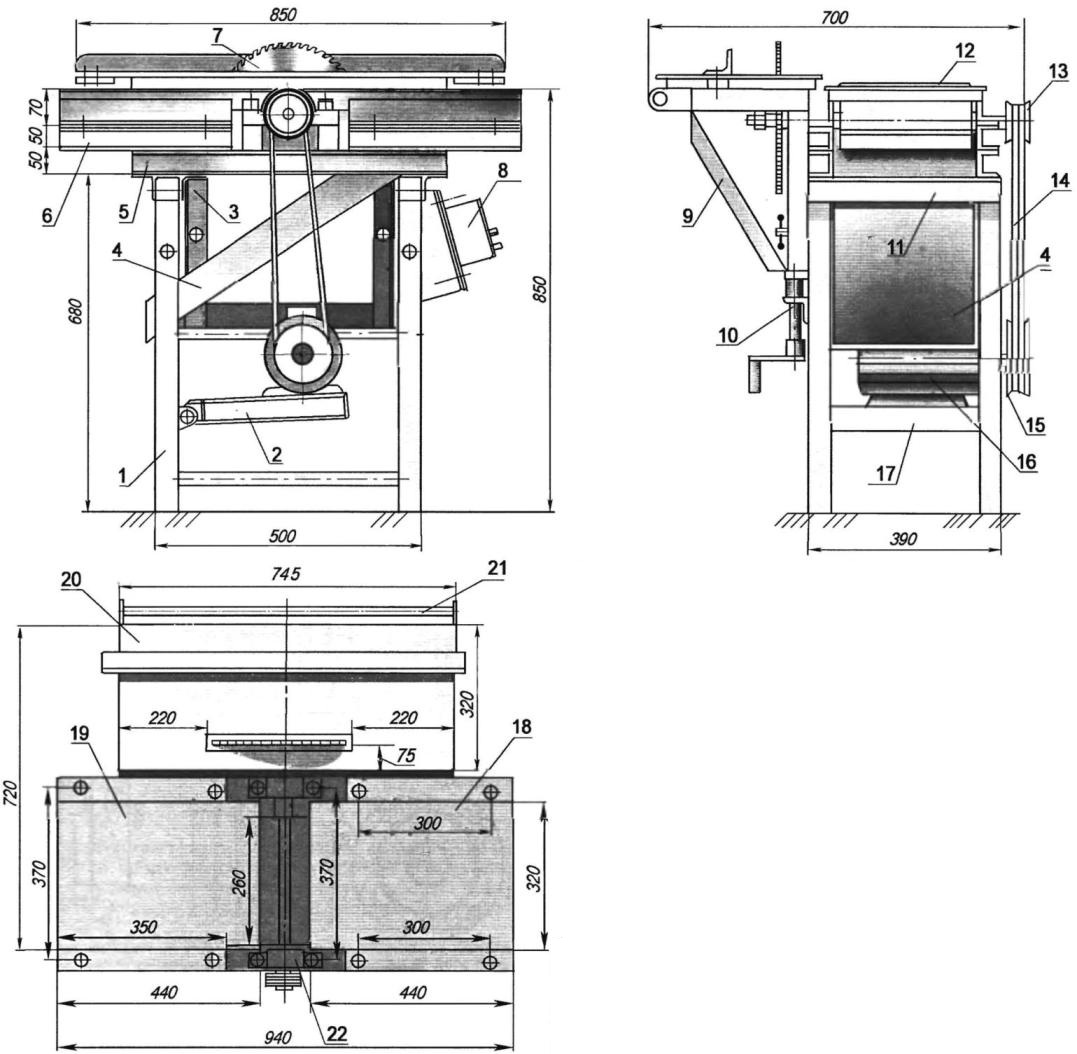
Træbearbejdningsfuger og "cirkulær" (klik for at forstørre): 1 - ramme (fra en fodsymaskine, stemplet stålkanal 50x50x50, 4 stk.; 2 - hængslet undermotorplatform; 3 - ekstra rammestativ til montering af "cirkulær" løftebord "(hjørne 50x50, 2 stk.; 4 - bakke (duralumin ark s1.5); 5 - langsgående skuffeside (rullekanal nr. 5,2 stk.; 6 - fjernunderlag under bordet (rullekanal nr. 5, 4 stk.; 7 - rundsav (Ø300x32); 8 - kontrolpanel; 9 - underramme til det "cirkulære" løftebord (hjørne nr. 5); 10 - mekanisme til at løfte det "cirkulære" bord (donkraft); 11 - tværskuffe (rullekanal nr. 5, 2 stk. .; 12 - samleskive; 13 - drevet remskive; 14 - kilerem (2 stk.; 15 - kilerems drivremskive; 16 - elmotor (N=3 kW) , n=1500 omdr./min., U=380 V); 17 - tværforbindelse (stålprofil, 4 stk.; 18 - fugeudkastbord; 19 - høvl indsugningsbord; 20 - "cirkulært" løftebord; 21 - guide trimmefaciliteter (rør Ø17); 22 - lejehus af arbejdsakslen (2 stk
Rotoren (eller arbejdsakslen) er den vigtigste, komplekse og kritiske del af maskinen. Derudover er det almindeligt at fuge og cirkulær. Jeg lavede det (eller rettere, jeg bestilte en drejer og derefter en fræsemaskine) i henhold til tegningerne offentliggjort i artiklen "Small, yes universal" af V. Avtukh fra den hviderussiske by Grodno i magasinet "Modeler-Constructor" nr. 11 for 2003. Men da denne detalje er meget vigtig, og publikationen var ret lang tid siden, vil jeg give tegningen af rotoren igen, især da jeg lavede nogle ændringer i den: for eksempel forlængede jeg knivene, og i overensstemmelse hermed rotor, sæder (tapper) til andre lejer osv. d.
I samme nummer af magasinet "kiggede" jeg på løftemekanismen på det "cirkulære" bord - ved at justere dets højde på maskinen, udskifte rundsaven med en passende fræser (eller med den samme sav i en eller flere omgange) , kan du vælge riller, "quarters" og folder forskellige størrelser.
Savklingen har en diameter på 300 mm og giver mulighed for en maksimal skærehøjde (eller rilledybde) på op til 80 mm i én gang. Skæring af kanterne af brættet i forskellige vinkler er hjulpet af en enhed monteret på kanten af skrivebordet på en cirkelsav. Denne glidemekanisme (jeg vil kalde det en slæde) er meget praktisk, når du behandler brættets endekanter.
Pålideligheden af denne maskine blev testet i processen med at skabe en anden maskine - en drejebænk. Ved at arbejde på sengen skar jeg i tre timer i træk langsgående guide aflange huller (riller) på de øverste hylder af dens kanaler ved hjælp af skærehjul installeret i stedet for savklingen og polerede dem derefter.

Sammenføjningsbord: 1 - langsgående element af omsnøringen (hjørne 45x45, 2 stk.; 2 - bageste omsnøringselement (hjørne 45x45); 3 - forreste omsnøringselement (hjørne 45x45); 4 - bordplade (stålplade s5)

Undermotorplatformsramme: 1 - langsgående rørelement (stemplet stålkanal nr. 5, 2 stk.; 2 - tværgående rørelement (stemplet stålkanal nr. 5,2 stk.; 3 - rammeophængsøje (stålplade s5, 2 stk.) .; 4 - rammetværforbindelse; 5 - tværforbindelsesøje (stålplade s5, 2 stk.; 6 - rammeophængsakse (stål, cirkel 20); 7 - splitstift

Led- og rundsavsrotor (klik for at forstørre): 1 - M8 skrue med fjederskive; 2 - højtryksrenser O35x25 (stål, plade s4); 3 - drevet to-strenget remskive; 4 - lejehusdæksel (2 stk.; 5-leje 18037 (2 stk.; 6 - lejehus (2 stk.; 7 - rotor (stål 45); 8 - trykskive; 9 - savklinge; 10 spændeskive); 11 - møtrik M20; 12-klemmeplade af kniven (3 stk.; 13-joiner kniv, 3 stk.; 14 - afstandsstykke (M6 skrue, 12 stk.

Løftebord med rundsav med trimmemekanisme for emnet
I midten af rammen (halv længde) er en arbejdsaksel installeret, hvis lejeenheder er fastgjort til den med M20x1,5 bolte 70 mm lange. Akslen drives fra venstre side. Kigger man fra siden af arbejderens plads, så er venstre side knivdelen af høvlhovedet. På højre side er der en skafthals med en diameter på 32 mm. Afhængigt af den udførte operation kan den udstyres med: en rundsav, en fræser, en smergel-, slibe- eller skæreskive. Vigtig! Værktøjets monteringsmøtrik på akslen har et højregevind. Maskinens arbejdsflade er dannet af tre stålplader (borde). To plader er placeret på siderne af den afrettede rotor (akslen). Det første er modtagebordet, placeret tættere på tømreren, det andet bord er det udgående. Begge borde har samme størrelse. Der er ingen speciel mekanisme til justering af højden i forhold til skæreværktøjet ved tilbagetrækningsbordet, og denne operation udføres efter behov ved hjælp af stålafstandsstykker.
Bordplader er lavet af 5 mm tyk stålplade i form af omvendte bakker (eller tagrender) sat i rammer i 45x45 vinkler og svejset til dem.
Bordet på en rundsav kan tværtimod nemt justeres i højden i forhold til savklingen under drift ved hjælp af den indbyggede løftemekanisme. På højre side af det "cirkulære" bord, på en langsgående guide, er der en mekanisme med en vinkelindstillingsskala, med hvilken du kan trimme enderne af brædderne, ikke kun i en ret vinkel, men også i enhver anden vinkel . Den tilsvarende anordning til en håndsav tages som grundlag for denne mekanisme.
Jeg bemærker, at den beskrevne enhed nemt kan fjernes: fjernes eller sænkes ned. Den langsgående føring er lavet af et stålrør med en diameter på 17 mm, den er fastgjort ved hjælp af øjenbeslag på kanterne af bordet af en cirkelsav.
På samme side af samme bord er der ved hjælp af spændestænger fastgjort et sværd af 50x50 mm stålrullevinkel til bordet med M10 bolte. Afstanden mellem savklingen og sværdet bestemmer bredden på det emne, der skal skæres. Og selve stangen hjælper med at opretholde en given bredde i hele længden af emnet uden at markere sidstnævnte.

Løftemekanismen på det "cirkulære" bord og fastgørelse til bordet på styreskinnen (klik for at forstørre): 1 - ramme, 2 - rammens tværgående element (hjørne 50x50); 3 - jack (M20x2 skrue); 4 - løftetværstang af løftebordet (hjørne 45x45); 5 - løftebordprop (special skrue M12x1,5,2 stk.; 6 - rundsav; 7 - sav; 8 - skuffeside (40x40 hjørne, 4 stk.; 9 - løftebordstativ (40x40 hjørne, 2 stk.; 10 stk.; 10 stk.) - bøjle (hjørne 40x40, 2 stk.; 11 - bordplade; 12 - ekstra stativ; 13 - spændestang (stål, 2 stk.; 14 - semi-stud-lås med M10 møtrik (2 sæt; 15 - specialskrue M10) , 2 stk
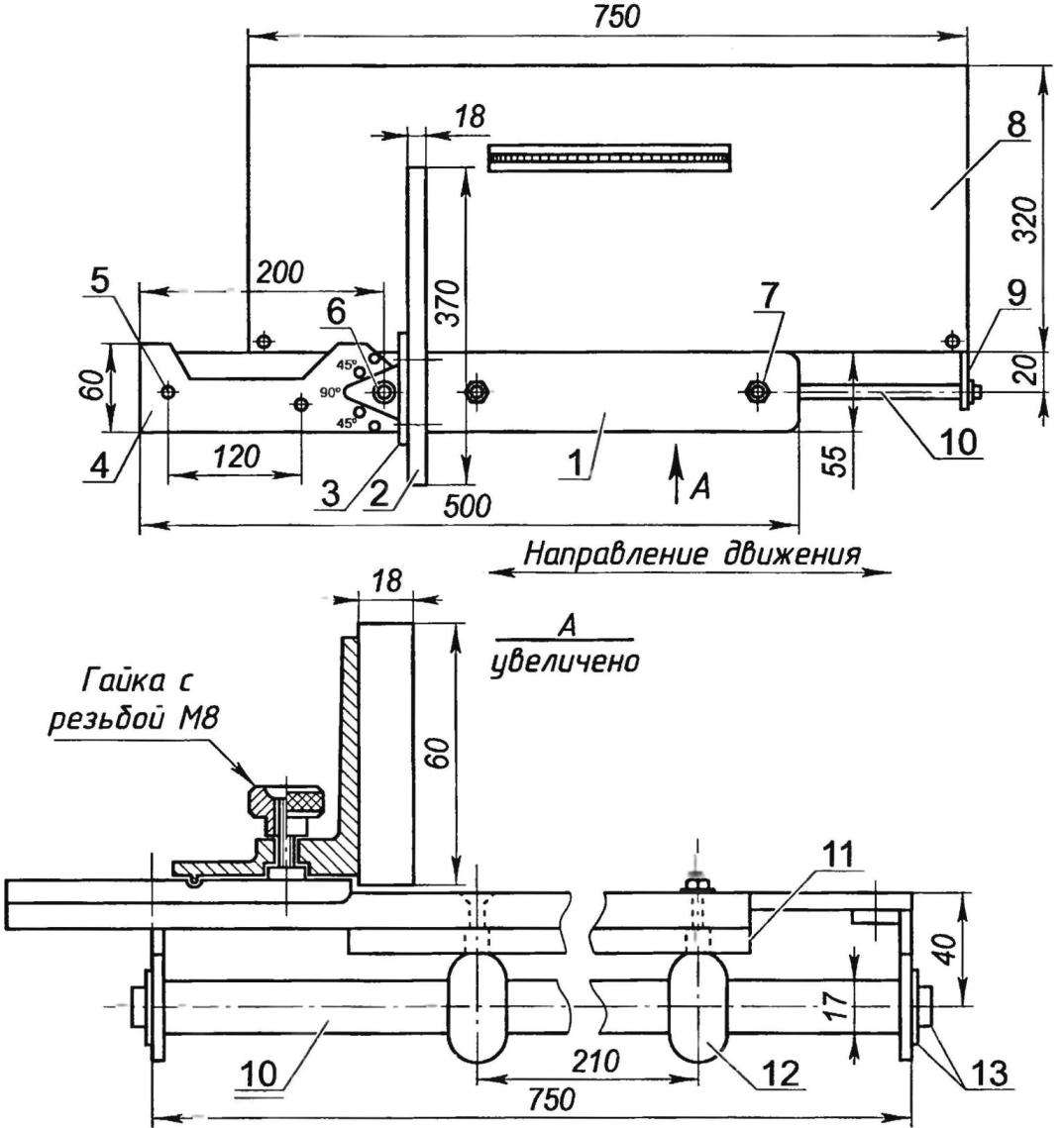
Mekanisme til trimning af emner (detaljer pos. 3,4,6 brugt fra en håndsav) (klik for at forstørre): 1 - base (bræt s15); 2 - vægt (tavle s18); 3 - stativ (stål); 4 - plade med en skala (stål); 5 - fastgørelse af pladen til basen (M8 bolt, 2 stk.; 6 - prop (speciel riflet møtrik M8); 7 - fastgørelse af bøsningerne til basen (M8 møtrik, 2 stk.; 8 - løftebord "cirkulær"; 9 - beslag, der fastgør styret til bordet (stålplade s5, 2 stk.; 10 - styrestang (rør Ø17); 11 - bagplade (stål, plade s5); 12 - bøsning (stål, 2 stk.; 13 - fastgørelse af styrestangen (skrue M12, 2 stk
Rotordrevet - arbejdsakslen (værktøjet) - udføres af en tostrenget kileremstransmission (selvom jeg i praksis kun bruger en rem) fra en trefaset (380 V) 3 kW elektrisk motor med en rotationshastighed på 1500 rpm. Motoren er placeret helt nederst inde i rammen og er hængslet på en ophængt udkraget underramme, hvilket gjorde det muligt at løse problemet med remspænding uden en ekstra rulle. For at sikre højkvalitetsbehandling af materialet blev arbejdsakslens hastighed øget på grund af den accelererende kileremstransmission. Ved drevet er diameteren af motorremskiven halvanden gang større end diameteren af arbejdsakselremskiven, derfor roterer knivrotoren og rundsaven med en vinkelhastighed på omkring 2250 rpm. Den elektriske motor drives gennem et fire-leder kabel, de elektriske ledninger er lavet i overensstemmelse med alle sikkerhedsstandarder, rammen er jordet. I tilfælde af kortslutning eller overbelastning er startmaskinen i stand til næsten øjeblikkeligt at slukke for strømmen i automatisk tilstand. Efter arbejde skal maskinen være strømløs, renset for savsmuld og støv.
Maskinen har været i drift i seks år. Jeg udfører rutinemæssig vedligeholdelse: Jeg injicerer lejesamlinger, kontrollerer brugbarheden af fastgørelse af fugeknivene, tilstanden af savklingens tænder, inspicerer drivkileremme og kraftkabler på maskinen.
Det ville ikke være overflødigt at huske, at maskinen tilhører mekanismerne for øget fare. Roterende dele og ubrugte skæreværktøjer skal dækkes med faste dæksler. Arbejde på maskinen kræver den største koncentration af opmærksomhed, overholdelse af sikkerhedsforskrifter. Skynd dig ikke, brug ikke kraft for at fremskynde processen, arbejd for din egen fornøjelse. Tømrerens arbejdsplads skal være godt oplyst, pladsen omkring maskinen skal være tilstrækkelig fri, og gulvbelægningen må ikke være glat.
Når høj præcision og ren behandling ikke er påkrævet ved trimning og opløsning af emner, kan denne enkle og lette maskine med succes erstatte omfangsrige og tunge industrimaskiner.Dens største fordel er, at du til fremstilling af maskinen kun skal lave nogle få enkle dele. Og du kan samle maskinen af færdige dele på få minutter. Som seng til det kan du bruge ethvert arbejdsbord eller et almindeligt træbord.
 Den samlede savmaskine er vist skematisk i fig. 1. Et åbenlyst plus ved designet er fraværet af et remtræk. Skivedrivakslen er direkte forbundet med motorakselforlængelsen. For at gøre dette er der boret et hul Ø22 mm og en dybde på -70 mm i den ene ende af drivakslen, hvori motorakselforlængelsen under montering er inkluderet. Akslernes stive led er sikret med en gennemgående låseskrue M8 (se fig. 1).
Den samlede savmaskine er vist skematisk i fig. 1. Et åbenlyst plus ved designet er fraværet af et remtræk. Skivedrivakslen er direkte forbundet med motorakselforlængelsen. For at gøre dette er der boret et hul Ø22 mm og en dybde på -70 mm i den ene ende af drivakslen, hvori motorakselforlængelsen under montering er inkluderet. Akslernes stive led er sikret med en gennemgående låseskrue M8 (se fig. 1).
Den anden ende af drivakslen er understøttet af leje #204. Under enden af skaftet er der bearbejdet en hals Ø20 mm. Denne tap skal være dimensioneret for at tillade en glidende pasform af lejet. For ikke at komplicere designet af tryklejehuset med specielle dæksler og støvknapper, tog jeg sidstnævnte i en lukket (støvtæt) version.
 Savklingen monteres på maskinakslen som sædvanlig - ved hjælp af to flanger og en møtrik, hvis dimensioner for klinger med en boringsdiameter på 32 mm er vist i fig. 2. Bemærk venligst, at for at forhindre spontan afskruning af møtrikken under drift, skal gevindet her være venstrehåndet. For at holde drivakslen, mens fastgørelsesmøtrikken spændes, er der boret et Ø10 mm gennemgående hul i den (se fig. 2).
Savklingen monteres på maskinakslen som sædvanlig - ved hjælp af to flanger og en møtrik, hvis dimensioner for klinger med en boringsdiameter på 32 mm er vist i fig. 2. Bemærk venligst, at for at forhindre spontan afskruning af møtrikken under drift, skal gevindet her være venstrehåndet. For at holde drivakslen, mens fastgørelsesmøtrikken spændes, er der boret et Ø10 mm gennemgående hul i den (se fig. 2).
 Som drev til min maskine bruger jeg en asynkron trefaset elmotor med en effekt på
Som drev til min maskine bruger jeg en asynkron trefaset elmotor med en effekt på
2,2 kW ("tre-tusinder"). Jeg gør det til et enkeltfaset netværk gennem faseskiftende kondensatorer.
Jeg bestemte den samlede kapacitet af batteriet i disse kondensatorer ud fra forholdet - 66 mikrofarads pr. 1 kW motoreffekt. Dette forhold er opnået på en rent praktisk måde. Jeg har aldrig testet det med formler, men jeg tror de vil give omtrent samme værdi.
Ved montering af maskinen på et arbejdsbord monterer jeg motoren, så den er til højre for arbejderen. Savbordet skal være i en højde på ca. 85 cm fra gulvet.
Og selvfølgelig må vi under ingen omstændigheder glemme sikkerheden: en savklingeskærm, motorjording og pålidelig isolering af elektriske kabler er et must.
S. Tyuljumdzhiev,
Ifølge materialerne i magasinet "Gør det selv"
- I træbearbejdningsindustrien, under masseproduktionsforhold, anvendes som regel specielle (operative) højtydende maskiner, konfigureret til kontinuerlig produktion af samme type
- Et træk ved dette design af en stiksav drevet af en symaskinemotor er tilstedeværelsen af en simpel støvopsamler, der sikrer kontinuerlig fjernelse af savsmuld. Brug af fodkontrollen
- Manglen på lys på stedet er en ulykke kendt for mange sommerboere. Det er især irriterende, hvis strømmen afbrydes om foråret eller sommeren i byggearbejdets varmeste øjeblik, hvor hver dag er dyr og
- Jeg fik træbearbejdningsmaskinen uden motor, fastgørelsesanordninger til den og andre komponenter. Efter at have købt en elektrisk motor lavede jeg en montering i form af en ramme fra et hjørne .. Jeg bearbejdede den på dens langsgående lameller
- Jeg kan godt lide at grave i min Voskhod motorcykel, som jeg købte for et par år siden. En dårlig ting - nogle noder er svære at reparere. For eksempel til at udskifte en olietætning eller leje på en krumtapaksel med
Indhold:
Cirkulære maskiner tilhører klassen af specialiserede behandlingsmekanismer, uden hvilke intet veludstyret hjemmeværksted kan klare sig.
Denne prøve af træbearbejdningsudstyr er især relevant under forholdene i et landsted og et sommerhus.
Når du vurderer mulighederne for at købe færdiglavet udstyr, vil du støde på en række problemer relateret til ulejligheden ved at håndtere billige enkeltstående rundsave og de for høje omkostninger ved professionelt forarbejdningsudstyr.
Den eneste korrekte tilgang til at løse dette problem er at lave en cirkulær maskine med egne hænder ved hjælp af materialer og udstyr, der er kommercielt tilgængelige.
Bemærk! For at spare penge i små modeller af værktøjsmaskiner bruges en autonom rundsav oftest som skæreværktøj, der er stift monteret på sengen.
Ved hjælp af en hjemmelavet maskine kan du save brædder, planlægge en plade og også lave stænger af den sektion, du har brug for.
Hvis det ønskes, vil det være muligt at udvide funktionaliteten af dit produkt betydeligt ved at give det mulighed for at forarbejde træ ved hjælp af en elektrisk høvl.
Designkrav
Før arbejdet påbegyndes, vil det være nødvendigt at udarbejde en lille skitse, som ikke kun skal angive placeringen af alle de strukturelle elementer i den fremtidige maskine, men også deres hoveddimensioner. Når du tegner en sådan skitse, skal det tages i betragtning, at din cirkulære maskine kan bestå af følgende funktionelle enheder:
- seng, som tjener som grundlag for hele produktet;
- bordplader med en industriel model af en håndholdt cirkelsav installeret på den;
- fjernbetjeningspanel til at tænde og slukke for aktuatoren (cirkelsav).
Lille bordplade cirkulær maskine
Den specificerede sammensætning af maskinen er typisk for små produkter på en træramme. For kapitaludstyr fremstillet på basis af metalprofiler (hjørner) har dens ordning et lidt anderledes udseende. Sammensætningen af et sådant produkt bør omfatte følgende elementer:
- en base lavet af stålrammer og beslag, hvorpå en aksel med en drivremskive er monteret i lejepar;
- en bordplade med slidser til behandlingsbladet, monteret oven på en metalramme og stift fastgjort til den;
- et sæt specielt drev elektrisk udstyr placeret i den nederste del af rammen og giver den nødvendige funktionalitet af enheden (det inkluderer en elektrisk motor, en startanordning og en transformer-konverter).
Hovedkravet for enhver type seng er at sikre maksimal pålidelighed og stabilitet af strukturen. Som muligheder for udførelse af maskinbasen vil vi overveje både rammer lavet af metalprofiler (hjørner) og bærende strukturer lavet af træ.
Når du gør dig bekendt med kravene til det elektriske udstyr til en hjemmelavet maskine, skal du først og fremmest beslutte dig for kraften i drevet til skæreværktøjet (eller den autonome sav), som til husholdningsforhold ikke bør overstige 850 watt.

Stationær cirkulær maskine
Derudover, før du udarbejder en skitse af et fremtidigt produkt, er sådanne tekniske egenskaber ved det anvendte udstyr som:
- Skæredybde, som indstiller den tilladte tykkelse af de træstykker, der skal bearbejdes på din maskine. Denne indikator for industrielle prøver af træbearbejdningsudstyr varierer fra 5 til 8 cm, hvilket er ganske nok til at skære standardbrædder og tyk krydsfiner.
Yderligere Information: I tilfælde af at du skal behandle træemner med større tykkelse, er det nødvendigt at sørge for en speciel løftemekanisme i sengen, der giver dig mulighed for at ændre skivens position i højden.
- Før du fremstiller en kapitalmaskine med et separat drev, skal driftsfrekvensen af rotoren på den elektriske motor tages i betragtning. Valget af denne parameter bestemmes af de træbearbejdningstilstande, som du oftest skal forholde dig til. For simpel skæring af træ kan dette tal være relativt lavt, men for et helt jævnt (“rent”) snit skal du have en højere hastighed.
Vigtig! Optimal til hjemmelavede skæremaskiner anses for at være en hastighed, der ikke overstiger værdien 4500 rpm. Ved lave motorhastigheder kan sengen laves på basis af en forstærket træramme, massiv nok til at forhindre mekanismevibrationer.
- Når du udarbejder en skitse, skal ergonomiske krav også tages i betragtning under forudsætning af bekvemmeligheden ved at kontrollere udstyrets drift samt sikkerheden ved at håndtere det. De vedrører rækkefølgen af knapperne på betjeningspanelet, begrænsningen af adgangen til skærebladet samt den elektriske sikkerhed af drevet eller individuelle kontroller.
Når alle mulige krav til den fremtidige maskine er taget i betragtning, kan du fortsætte til dens direkte montering.
Ramme baseret på metalprofiler (hjørner)
Den øverste del af metalrammen er mest bekvemt lavet i form af en rektangulær ramme 600 x 400 mm, svejset fra 25 mm hjørner. Røremner 220 mm lange er svejset til de fire hjørner af dette design (anbefalet rørdiameter er 17-20 mm).

Sengen skal sikre maskinens stivhed
På rammen ved hjælp af bolte bruges to langsgående hjørner til at fastgøre akslen i lejehuset.
Afstanden mellem hjørnerne bestemmes baseret på længden af akslen, og lejerne, der bruges til installation, er fastgjort på dem med specielle klemmer.
Den nederste del af sengens ramme er, for at give den større stabilitet, lavet (svejset) af 40 mm metalhjørner.

Leje af lukket type bruges til at fastgøre arbejdsakslen
To jumpere lavet af samme materiale er svejset på tværs af rammen, der bruges til at fastgøre den elektriske motor. Der er også en metalplatform beregnet til montering af affyringsudstyret.

Lejer er fastgjort til rammen med specielle klemmer.
I hjørnerne af den resulterende struktur svejses røremner med en længde svarende til størrelsen af rørene på den øvre ramme, men med en lidt større diameter (23-25 mm).
Tættere på deres kant bruges specielle klemmer (lam) til at klemme overrammens løfterør, som bevæger sig, når drivremmen spændes.
Proceduren til montering af den mekaniske del af en sådan maskine omfatter følgende operationer:
- først tages lejer nr. 202 og drives på arbejdsakslen med kraft;
- derefter fastgøres en remskive på den samme aksel med en interferenspasning, tidligere bearbejdet på en drejebænk og med en indvendig diameter af strømmen på 50 mm;
- derefter, for enden af akslen, skæres et gevind til bolten, der bruges til at klemme skæreværktøjet (for mere pålidelig fiksering kan paronit- og metalskiver placeres under bolten);
- efter afslutningen af denne del af arbejdet fortsætter vi til installationen af et drev fremstillet på basis af en trefaset asynkronmotor med en effekt på 1,5 kW (1500 rpm). En remskive er monteret på akslen af en sådan motor med en indre størrelse af strømmen på ca. 80 mm;
- i det næste trin af samlingen af rammen er to færdige halvdele af rammen forbundet med hinanden (i dette tilfælde indsættes rør med mindre diameter i større);
- i slutningen af arbejdet strækkes et bælte på akslen, og derefter fastgøres strukturen i denne position ved hjælp af specielle "lam" -klemmer.
Maskine på træramme
Den nemmeste og mest overkommelige måde at lave en maskinseng på involverer brugen af almindelige brædder eller tyk krydsfiner til dette formål. I denne version af designet er aktiveringsenheden placeret direkte under bordet (bordpladen), hvori der er lavet en slids med passende dimensioner til skærebladet.

Træramme er pålidelig og nem at fremstille
Som et eksempel vil vi overveje muligheden for at fremstille en seng med en højde på cirka 110 - 120 cm, designet til at fastgøre en håndholdt rundsav på den. Længden af bordpladen i dette design kan ændres inden for små grænser efter eget skøn.
Bemærk! Højden på strukturen, hvis det ønskes, kan justeres under hensyntagen til højden på den person, der arbejder på maskinen. Og hvis det er nødvendigt at behandle meget lange brædder på det, kan bordpladens dimensioner øges til den nødvendige størrelse. I dette tilfælde skal du bekymre dig om at montere yderligere støtteben.
Det mest bekvemme materiale til fremstilling af bordplader er flerlags krydsfiner med en tykkelse på mindst 50 mm. Der kan dog vælges andre materialer til disse formål (f.eks. plexiglas eller glasfiberplader). Hvad angår et så almindeligt materiale som spånplader, er dets anvendelse i dette tilfælde uønsket, da det ikke giver tilstrækkelig overfladestyrke.
For at lave en maskine på en træbase skal du bruge følgende materialer:
- fremstilling af pladejern;
- standardplade af tyk krydsfiner;
- et par stænger med en sektion på 50x50 mm;
- tykke brædder med en standardstørrelse på 50 x 100 mm;
- stålhjørne, nødvendigt for at øge stivheden af fastgørelsen af guiderne;
- en rundsav;
- to klemmer.
Derudover skal du have følgende værktøjssæt, uden hvilket samlingen af maskinen simpelthen er umulig:
- klassisk skruetrækker og elektrisk boremaskine;
- en simpel hacksav til træ eller en stiksav;
- måleinstrumenter (firkant, målebånd, lineal);
- bærbar fræser til træbearbejdning.
I mangel af en sådan fræser vil det være muligt at bruge hjælp fra venner eller naboer, der har en fræser i deres husstand.
Yderligere Information: Nogle hjemmelavere foretrækker at lave bordplader fra udtjente køkkenborde. Dette design vil dog ikke være holdbart, da kildematerialet har været brugt i lang tid i et fugtigt rum. Derfor ville det være klogere at lave alle strukturelle elementer fra nye emner, som samtidig giver dig mulighed for at tage hensyn til din personlige smag og præferencer.
Fremstilling af bordplader
Arbejdet med fremstillingen af denne del af udstyret udføres i følgende rækkefølge:
Vi starter med at markere et stykke krydsfiner, udført på en sådan måde, at dets kanter flugter med kanterne af den forberedte jernplade. Efter markering kan du ved hjælp af en hacksav eller elektrisk stiksav skære krydsfineremnet til den ønskede størrelse. Hvis det ønskes, vil det være muligt at behandle dets kanter med en skærer, selvom dette slet ikke er nødvendigt (hovedkravet til dette element er dets pålidelighed, ikke tiltrækningskraft).
Efter afslutningen af disse operationer behandles (gnides) overfladen af bordpladen omhyggeligt med en smergelklud af medium korn.
På dens nederste del er positionen af slidsen til savklingen foreløbigt markeret. For at gøre dette er det nødvendigt at bestemme dimensionerne af sålen, der er forberedt til installation af en cirkelsav. For at gøre det nemmere at udføre målinger fjernes skiven simpelthen fra saven, hvorefter det nemt vil være muligt at bestemme sædets dimensioner.

For at gøre det nemmere at markere bordpladen fjernes savklingen
Efter færdiggørelsen af dens forberedelse skal du tage en rundsav og prøve den på installationsstedet. Om nødvendigt justeres placeringen af dens fastgørelsespunkter (samtidig er konturerne af spalten til savbladet specificeret).
Den færdige krydsfinerbordplade er dækket af en stålplade, fastgjort til den med selvskærende skruer. Efterfølgende kan der påføres specielle markeringer på arbejdsfladen, så du kan justere træemnets position under forarbejdningen.
Rammesamling
Både tværgående og langsgående stænger af rammen, der bruges som afstivninger, er også monteret på bordpladens nederste plan. I alt kræves fire sådanne strimler:
To tværgående jumpere, der ikke når kanten af bordpladen med 7-9 cm på hver side.
To langsgående stænger, hvis størrelse svarer til samme tilstand (de bør ikke nå kanten af bordpladen med ca. 7-9 cm).
Under hensyntagen til disse begrænsninger er det nødvendigt at skitsere fikseringspunkterne for de langsgående stænger og tværstænger, hvor sidstnævnte vil blive fastgjort til bordpladen ved hjælp af selvskærende skruer af en passende størrelse.
Ved markering af punkter vælges den yderste af dem cirka i en afstand på 40-50 mm fra kanten af stangen (i dette tilfælde skal trinnet mellem dem være omkring 23-25 cm).
Inden den endelige samling af rammen bores gennemgående huller til selvskærende skruer i alle komponentdele (stænger og bordplade). På forsiden er fastgørelseselementerne monteret på en sådan måde, at deres hætter er helt skjult i materialet.
For at øge styrken af den fremtidige rammebase er stængerne, der støder op til bordpladen, forbelagt med trælim.
Efter montering fastgøres strukturen midlertidigt med klemmer, som kan fjernes efter at limen er tørret.
Fastgørelse af støtteben
Bordets ben er lavet af stænger af en passende sektion (oftest bruges de samme 50x50 mm emner til disse formål). Støttehøjden vælges til en bestemt person, dvs. individuelt.
Dette bør tage højde for, at det er mere bekvemt at arbejde på en cirkulær maskine, når bordpladen er i hoftehøjde. Formen på benene, før deres endelige installation er færdiggjort, idet der tages højde for, at de tilspidser mod den understøttende del (området, hvor grænsefladen til rammens base skal være større end arealet af støtten på gulvet) .
For at øge strukturens stivhed og stabilitet kan stålhjørner bruges i den, som presses på en sådan måde, at de giver en ekstra "stiver" af basen. Til deres fastgørelse bruges specielle bolte med skiver, installeret med hætter udad.
Ledningsdiagram
I hovedversionen af designet af den cirkulære maskine bruges et autonomt drev, som inkluderer en elektrisk motor af asynkron type, hvis viklinger er forbundet til det elektriske netværk i henhold til trekantskemaet.

Tilslutningsdiagram for en asynkronmotor i en cirkulær maskine
For at styre driften og sikre automatisk start af elmotoren sørger kredsløbet for en magnetisk starter bygget på basis af en elektronisk switch (triac) og en strømtransformator.
For at bygge et maskinkontrolskema på en træramme (en mulighed, der involverer brugen af en manuel cirkelsav), vil det være nok at duplikere knapperne til at tænde og slukke for mekanismen, bringe dem ud og fastgøre dem på et af benene af bordpladen
Du lærer mere om tilslutning af maskinens elmotor fra videoen.
I dag kan du ret ofte finde hjemmelavede rundsave. Gør-det-selv cirkulær kan laves, hvis mesteren har mindst minimale færdigheder i at arbejde med metal. Til fremstilling af strukturen har du også brug for nogle enheder. Alt arbejde skal udføres omhyggeligt.
Figur 1. Skema af en stationær rundsav.
Det er tilrådeligt at lave en sådan enhed på egen hånd, hvis nogle af følgende materialer er tilgængelige: stykker af et hjørne lavet af stål, et rektangulært rør, en motor eller en kværn. Er der ingen motor, kan den købes på byggemarkedet.
Manuelt design af cirkulæret
En manuel cirkulære kan nemt laves med dine egne hænder, hvis en kværn er tilgængelig. Du bliver nødt til at lave følgende enkle armaturer: et glidende stop og et aksialt håndtag.
Nødvendige detaljer:
- Metal hjørne.
- Skiver.
- Bolte.
- nødder.
- Strimmel af metal.
- bulgarsk.
- Metalrør eller stang.
Fremhævelse og klargøring af de nødvendige huller

Skydestoppet er lavet af flere stykker af et lille hjørne af metal, som er placeret på begge sider af arbejdselementet. Det er værd at bemærke, at arbejdselementet er en skive med tænder, som bruges i stedet for et slibehjul. Mellemrummet på hver side skal være ca. 3-4 mm. De vandrette kanter af hjørnerne skal afrundes i bunden, så de ikke klæber til det emne, der skæres. Hjørnerne skal krydsbindes foran og bagpå. For at gøre dette er det bedst at bruge bolte med møtrikker, mellemrummet kan laves ved hjælp af en pakke skiver.
På værktøjets krop skal du sætte en klemme på fra en metalstrimmel. Klemmens skruebånd skal placeres i bunden af strukturen. Du skal stift fastgøre en dobbeltfoldet strimmel af tin eller galvaniseret stål med et hul, så den bagerste stopbolt kan glide. Stoppet skal fastgøres på bagsiden af konstruktionen. Klemmen med den bagerste trykstolpe kan danne en enkelt struktur, dog skal tykkelsen af metalstrimlen i dette tilfælde være ca. 1-1,5 mm. Ved at flytte skiverne, der giver mellemrummet, kan du opnå de samme mellemrum mellem arbejdselementet og sidedelene af stoppet.

I værktøjsgearkassehuset skal du bore 2-4 gevindhuller til små fastgørelseselementer. Gearkassen skal først skilles ad og identificere steder, hvor det er muligt at bore. Hullerne er beregnet til at kunne fiksere det hjemmelavede aksiale håndtag. Hvis der bruges et standard sidehåndtag på en kværn, vil det være ret svært at lave et jævnt snit selv for en mester med stor erfaring.
Fremstilling af et håndtag og en justeringsstang
Det aksiale håndtag er lavet af et rør eller en stang i form af et horn, som er rettet opad. I dette tilfælde kan der også bruges en tværstivelse af lille bredde. De ender, som den skal fastgøres til gearkassen med, behøver ikke at blive sprøjtet. I disse dele skal du bore huller til fastgørelseselementer. Hvis monteringsenderne sprøjter, vil håndtaget bøje af anstrengelsen under drift.
Hvis håndtaget ligner et horn, skal dets fjerneste del sprøjtes i et vandret plan og bores et hul i det for en akse på 4-5 mm med en margin. Hvis håndtaget er et beslag, skal du i hullerne, der er placeret i gearkassen, installere et stykke af en stang eller et rør, der stikker fremad. Enden af elementet skal sprøjtes, og der skal bores et hul i det. Der skal være en lille afstand mellem stangen og beslaget - cirka 100 mm.

Dernæst skal du tage et stykke stålstang 4-5 mm, som skal bruges som justeringsstang. En del af den skal bøjes i form af en løkke, sprøjtes lidt og bores et hul til den forreste stopbolt. Ved at erstatte skiverne på forsiden af stoppet skal du opnå en ensartet spaltebredde langs hele strukturens længde. Hvis der bruges en 6 mm stang, skal du forberede flere skiver med lille tykkelse.
På bagsiden af stangen skal du skære tråden. Elementet passer ind i hullet på håndtaget. Du skal først skrue den ene møtrik på den, og efter færdiggørelsen af samlingen den anden. Du bliver nødt til at løsne og stramme møtrikkerne efter tur, så du kan justere skæredybden. På dette tidspunkt vil det manuelle cirkulære være klar til brug.
Lille cirkulær skrivebord
Et manuel cirkulære kan nemt konverteres til et lille skrivebordsdesign.
For at gøre dette skal du lave en U-formet ramme fra et rør eller en stang 15-20 mm og fastgøre en håndtag. Den nederste del af rammen skal bøjes langs skæreretningen til vandret og derefter fastgøres til bordet med selvskærende skruer. For at gøre strukturen stabil kan du desuden installere skråninger.
På den vandrette tværstang skal du sætte en roterende håndtag på fra et T-formet rør.

Den tværgående del af elementet skal skæres i to dele. Efter at strukturen er installeret, skal elementerne fastgøres med klemmer. Til enden af den lodrette del med en klemme skal du trække håndsaven, der blev lavet.
Et lignende design kan også bruges som en skæreanordning, for hvilken du skal installere et standard skærehjul i kværnen. Men i dette tilfælde vil tykkelsen af snittet ikke overstige 70-80 mm, alt vil afhænge af arbejdselementets diameter. For at kunne bearbejde tykt tømmer skal du bruge en fuldgyldig rundsav.
Komplet stationært cirkulære
Det er kun muligt at lave cirkulærer af denne type, hvis du har et designskema. Forskellen mellem en stationær og stationær cirkulær er sengens højde. Et diagram over denne type struktur er vist i fig. en.
Det første element, der skal laves, er bordet. Den er beklædt med tin eller galvaniseret plade. Træet vil gnide mod træet eller plastikken, hvilket resulterer i et lille hul. I dette tilfælde vil det ikke være muligt at fremstille en højkvalitets propyl. Bordets tværsamlinger er lavet af et metalhjørne 70-80 mm.
Arbejdselementet må ikke rage mere end 1/3 af diameteren ud over bordbunden - ellers vil saven være farlig. Derfor, hvis det er nødvendigt at skære en bjælke på 100 mm, skal skivens diameter være 350 mm eller mere. For at drive en sådan disk kræves en motor med en effekt på 1 kW eller mere.
Det vil først og fremmest være nødvendigt at sammenligne kraften af den købte motor med personlige behov. For emner på 150 mm eller mere er det ret svært at lave en cirkulær selv.
Et justerbart stop af høj kvalitet kan laves af et stykke af et hjørne på 70-80 mm, dets længde skal være 350-400 mm længere end bordets længde. En af hylderne skal skæres på begge sider, så resten er lig med bordets længde. Ryggene skal bøjes ned. I de nederste hylder skal du bore huller til fastgørelsesanordningernes gevind. Derefter skal du lægge vægt på bordet og fastgøre det i den nødvendige position med bolte. Stoppen indstilles efter skabelonen, som lægges mellem den og værktøjsskiven.
Du skal bruge kuglelejer, der er selvmonterede. Stifter med lejer skal være med dæksler, der kan beskytte mod savsmuld.
Det anbefales at bruge et kileremstræk. Motoren kommer fra en gammel vaskemaskine. Kondensatorer kan være papir eller olie-papir. Andre elementer vil ikke kunne modstå den reaktive effekt, der cirkulerer i kæden.
At lave et cirkulære selv er ret simpelt, hvis du kender teknologien og har alle de nødvendige elementer til rådighed.









