स्वतः करा परिपत्रक: रेखाचित्रे, व्हिडिओ, वर्णन. आपल्या स्वत: च्या हातांनी गोलाकार सॉ कसा बनवायचा घरगुती गोलाकार सॉ शाफ्ट कसा बनवायचा
गोलाकार करवत नसलेल्या सुतारकाम कार्यशाळेची कल्पना करणे कठीण आहे, कारण सर्वात मूलभूत आणि सामान्य ऑपरेशन म्हणजे वर्कपीसचे अनुदैर्ध्य सॉइंग. होममेड गोलाकार सॉ कसा बनवायचा या लेखात चर्चा केली जाईल.
परिचय
मशीनमध्ये तीन मुख्य संरचनात्मक घटक असतात:
- पाया;
- सॉइंग टेबल;
- समांतर थांबा.
बेस आणि सॉइंग टेबल स्वतःच फार जटिल संरचनात्मक घटक नाहीत. त्यांची रचना स्पष्ट आहे आणि इतकी क्लिष्ट नाही. म्हणून, या लेखात आपण सर्वात जटिल घटक - समांतर जोराचा विचार करू.

तर, समांतर स्टॉप हा मशीनचा जंगम भाग आहे, जो वर्कपीससाठी मार्गदर्शक आहे आणि त्याच्या बाजूने वर्कपीस हलतो. त्यानुसार, कटची गुणवत्ता समांतर स्टॉपवर अवलंबून असते, कारण स्टॉप समांतर नसल्यास, वर्कपीस किंवा सॉ वक्र एकतर जाम होऊ शकते.
याव्यतिरिक्त, वर्तुळाकार करवतीचे चीर कुंपण बर्यापैकी कठोर बांधकाम असले पाहिजे, कारण कारागीर कुंपणाच्या विरूद्ध वर्कपीस दाबून जबरदस्ती करतो आणि जर कुंपण हलवण्यास परवानगी दिली तर यामुळे परिणामांसह समांतरता नसावी. वर सूचित केले आहे.

गोलाकार सारणीशी संलग्न करण्याच्या पद्धतींवर अवलंबून, समांतर स्टॉपच्या विविध डिझाइन आहेत. या पर्यायांच्या वैशिष्ट्यांसह एक सारणी येथे आहे.
| रिप कुंपण डिझाइन | फायदे आणि तोटे |
| दोन-बिंदू संलग्नक (पुढे आणि मागे) | फायदे:· खूपच कठोर बांधकाम · तुम्हाला गोलाकार टेबलच्या कोणत्याही ठिकाणी (सॉ ब्लेडच्या डावीकडे किंवा उजवीकडे) स्टॉप ठेवण्याची परवानगी देते; मार्गदर्शकाच्या स्वतःच्या विशालतेची आवश्यकता नाही दोष:· फास्टनिंगसाठी, मास्टरला मशीनच्या समोर एक टोक पकडणे आवश्यक आहे, तसेच मशीनच्या आजूबाजूला जाणे आणि स्टॉपचे विरुद्ध टोक निश्चित करणे आवश्यक आहे. स्टॉपची आवश्यक स्थिती निवडताना हे खूप गैरसोयीचे आहे आणि वारंवार रीडजस्टमेंटसह एक महत्त्वपूर्ण कमतरता आहे. |
| सिंगल पॉइंट संलग्नक (समोर) | फायदे:· दोन बिंदूंमध्ये कुंपण फिक्स करताना पेक्षा कमी कठोर डिझाइन · तुम्हाला गोलाकार टेबलच्या कोणत्याही ठिकाणी (सॉ ब्लेडच्या डावीकडे किंवा उजवीकडे) कुंपण ठेवण्याची परवानगी देते; · स्टॉपची स्थिती बदलण्यासाठी, ते मशीनच्या एका बाजूला निश्चित करणे पुरेसे आहे, जेथे सॉइंग प्रक्रियेदरम्यान मास्टर स्थित आहे. दोष:· संरचनेची आवश्यक कडकपणा प्रदान करण्यासाठी स्टॉपची रचना भव्य असणे आवश्यक आहे. |
| गोलाकार टेबलच्या खोबणीत बांधणे | फायदे:जलद बदल. दोष:· डिझाईनची जटिलता, · गोलाकार टेबलची रचना कमकुवत होणे, · सॉ ब्लेडच्या रेषेतून निश्चित स्थिती, · स्वयं-उत्पादनासाठी अत्यंत जटिल रचना, विशेषत: लाकडापासून (केवळ धातूपासून बनविलेले). |
या लेखात, आम्ही एका संलग्नक बिंदूसह परिपत्रकासाठी समांतर स्टॉपची रचना तयार करण्याच्या पर्यायाचे विश्लेषण करू.
कामाची तयारी
काम सुरू करण्यापूर्वी, प्रक्रियेत आवश्यक साधने आणि सामग्रीचा आवश्यक संच निश्चित करणे आवश्यक आहे.
कामासाठी खालील साधने वापरली जातील:
- परिपत्रक पाहिले किंवा वापरले जाऊ शकते.
- पेचकस.
- बल्गेरियन (अँगल ग्राइंडर).
- हाताची साधने: हातोडा, पेन्सिल, चौरस.
प्रक्रियेत, आपल्याला खालील सामग्रीची देखील आवश्यकता असेल:
- प्लायवुड.
- प्रचंड झुरणे.
- 6-10 मिमीच्या आतील व्यासासह स्टील ट्यूब.
- 6-10 मिमीच्या बाह्य व्यासासह स्टील रॉड.
- वाढलेले क्षेत्र आणि 6-10 मिमीच्या आतील व्यासासह दोन वॉशर.
- स्व-टॅपिंग स्क्रू.
- जॉइनरचा गोंद.
गोलाकार मशीनच्या स्टॉपची रचना
संपूर्ण संरचनेत दोन मुख्य भाग असतात - रेखांशाचा आणि आडवा (अर्थ - सॉ ब्लेडच्या विमानाशी संबंधित). यापैकी प्रत्येक भाग एकमेकांशी कठोरपणे जोडलेला आहे आणि एक जटिल रचना आहे ज्यामध्ये भागांचा संच समाविष्ट आहे.



स्ट्रक्चरल मजबुती सुनिश्चित करण्यासाठी आणि संपूर्ण रिप कुंपण सुरक्षितपणे निश्चित करण्यासाठी दाबण्याची शक्ती पुरेशी मोठी आहे.

वेगळ्या कोनातून.

सर्व भागांची सामान्य रचना खालीलप्रमाणे आहे:
- आडवा भागाचा पाया;
- रेखांशाचा भाग
- , 2 पीसी.);
- रेखांशाचा भाग पाया;
- पकडीत घट्ट करणे
- कॅम हँडल
परिपत्रक काढत आहे
रिक्त जागा तयार करणे

लक्षात घेण्यासारख्या काही गोष्टी:
- प्लॅनर रेखांशाचे घटक इतर भागांप्रमाणे घन पाइनपासून बनवलेले नसून बनवले जातात.





22 मिमी वर, आम्ही हँडलसाठी शेवटी एक भोक ड्रिल करतो.

ड्रिलिंगसह हे करणे चांगले आहे, परंतु आपण ते फक्त नखेने भरू शकता.

कामासाठी वापरल्या जाणार्या वर्तुळाकार सॉमध्ये, घरगुती बनवलेल्या जंगम गाडीचा वापर केला जातो (किंवा पर्याय म्हणून, आपण "घाईने" खोटे टेबल बनवू शकता), जे विकृत किंवा खराब करणे फार खेदजनक नाही. आम्ही चिन्हांकित ठिकाणी या कॅरेजमध्ये एक खिळा मारतो आणि टोपी चावतो.



परिणामी, आम्हाला एक समान दंडगोलाकार वर्कपीस मिळतो, ज्यावर बेल्ट किंवा विक्षिप्त ग्राइंडरसह प्रक्रिया करणे आवश्यक आहे.

आम्ही हँडल बनवतो - हे 22 मिमी व्यासाचे आणि 120-200 मिमी लांबीचे सिलेंडर आहे. मग आम्ही ते विक्षिप्त मध्ये गोंद.

मार्गदर्शकाचा क्रॉस सेक्शन
आम्ही मार्गदर्शकाच्या ट्रान्सव्हर्स भागाच्या निर्मितीकडे जाऊ. त्यामध्ये, वर नमूद केल्याप्रमाणे, खालील तपशीलांचा समावेश आहे:
- आडवा भागाचा पाया;
- अप्पर ट्रान्सव्हर्स क्लॅम्पिंग बार (तिरकस टोकासह);
- लोअर ट्रान्सव्हर्स क्लॅम्पिंग बार (तिरकस टोकासह);
- ट्रान्सव्हर्स भागाचा शेवट (फिक्सिंग) बार.
वरच्या क्रॉस क्लॅम्प
दोन्ही क्लॅम्पिंग बार - वरचे आणि खालचे एक टोक सरळ 90º नाही तर कलते ("तिरकस") 26.5º च्या कोनासह (तंतोतंत, 63.5º) आहे. रिक्त जागा पाहत असताना आम्ही या कोनांचे आधीच निरीक्षण केले आहे.

वरच्या ट्रान्सव्हर्स क्लॅम्पिंग बारचा वापर बेसच्या बाजूने हलविण्यासाठी आणि पुढील खालच्या ट्रान्सव्हर्स क्लॅम्पिंग बारवर दाबून मार्गदर्शक निश्चित करण्यासाठी केला जातो. हे दोन रिक्त स्थानांमधून एकत्र केले जाते.






दोन्ही क्लॅम्पिंग बार तयार आहेत. हालचालीची गुळगुळीतता तपासणे आणि गुळगुळीत सरकण्यास प्रतिबंध करणारे सर्व दोष काढून टाकणे आवश्यक आहे, त्याव्यतिरिक्त, झुकलेल्या कडांची घट्टपणा तपासणे आवश्यक आहे; अंतर आणि क्रॅक नसावेत.
स्नग फिटसह, कनेक्शनची ताकद (मार्गदर्शक निश्चित करणे) जास्तीत जास्त असेल.

ट्रान्सव्हर्स संपूर्ण भागाची असेंब्ली



मार्गदर्शकाचा अनुदैर्ध्य भाग
संपूर्ण अनुदैर्ध्य भागामध्ये हे समाविष्ट आहे:
- , 2 पीसी.);
- रेखांशाचा भाग पाया.
हा घटक पृष्ठभाग लॅमिनेटेड आणि गुळगुळीत आहे या वस्तुस्थितीपासून बनविला गेला आहे - यामुळे घर्षण कमी होते (स्लाइडिंग सुधारते), तसेच घनता आणि मजबूत - अधिक टिकाऊ.

रिकाम्या जागा बनवण्याच्या टप्प्यावर, आम्ही त्यांना आकारात आधीच आरी केली आहे, ती फक्त कडांना वाढवण्यासाठीच राहते. हे एजिंग टेपने केले जाते.

किनारी तंत्रज्ञान सोपे आहे (आपण त्यास लोखंडाने देखील चिकटवू शकता!) आणि समजण्यासारखे आहे.
रेखांशाचा भाग पाया



आणि याव्यतिरिक्त सेल्फ-टॅपिंग स्क्रूसह निराकरण करा. अनुदैर्ध्य आणि उभ्या घटकांमधील 90º कोनाचे निरीक्षण करण्यास विसरू नका.

ट्रान्सव्हर्स आणि रेखांशाचा भाग एकत्र करणे.


इथे खूप!!! 90º च्या कोनाचे निरीक्षण करणे महत्वाचे आहे, कारण सॉ ब्लेडच्या विमानासह मार्गदर्शकाची समांतरता त्यावर अवलंबून असेल.


विक्षिप्त ची स्थापना





मार्गदर्शक रेल्वे स्थापना
गोलाकार मशीनवर आमची संपूर्ण रचना निश्चित करण्याची वेळ आली आहे. हे करण्यासाठी, आपल्याला ट्रान्सव्हर्स स्टॉपची बार गोलाकार सारणीशी संलग्न करणे आवश्यक आहे. फास्टनिंग, इतरत्र, गोंद आणि स्व-टॅपिंग स्क्रूसह चालते.



... आणि आम्ही काम पूर्ण झाल्याचे समजतो - स्वतः करा परिपत्रक सॉ तयार आहे.
व्हिडिओ
ज्या व्हिडीओवर हे साहित्य तयार करण्यात आले होते.
प्रथम, मी तुम्हाला माझ्या छंदाबद्दल सांगतो. मला गोष्टी बनवायला आवडतात: माझ्या स्वत: च्या हातांनी घरात आवश्यक गोष्टी तयार करा ज्यामुळे आराम वाढेल आणि घर सजवा. मला विशेषतः लाकूड - सुतारकाम, सुतारकाम करायला आवडते. त्याच्या वापरामध्ये "सहाय्यक" असण्याची इच्छा ज्यामुळे कामाची गती वाढते आणि त्याची गुणवत्ता सुधारते जॉइनरी ब्लँक्स तयार करण्यासाठी सादर केलेले एकत्रित मशीन तयार करण्याचा मुख्य हेतू आहे, किंवा कोणी म्हणू शकेल, लाकूडकाम करणारे मिनी-कॉम्प्लेक्स.
माझा व्यावहारिक, मर्यादित असला तरी, लाकूडकाम आणि धातू-कटिंग या दोन्ही औद्योगिक मशीन्सचा अनुभव या मिनी-कॉम्प्लेक्सच्या डिझाइन आणि निर्मितीमध्ये खूप उपयुक्त ठरला. आता त्याच्या मदतीने विविध प्रकारच्या प्रक्रियेचे उत्पादन करणे शक्य आहे: सॉइंग (तंतूंच्या अनुदैर्ध्य आणि आडवा दोन्ही दिशांमध्ये); planing ग्राइंडिंग आणि पॉलिशिंग, टर्निंग आणि ड्रिलिंग (आणि आणखी काय माहित नाही - सर्वकाही सूचीबद्ध करणे कठीण आहे) लाकूड उत्पादने आणि काही ऑपरेशन्स अगदी धातूपासून देखील.
मिनी-कॉम्प्लेक्समध्ये दोन, सर्वसाधारणपणे, स्वतंत्र, मशिन असतात (पहिले ते दुसऱ्यासाठी आधार किंवा आधार म्हणून काम करते वगळता). प्रथम इलेक्ट्रिक जॉइंटरसह गोलाकार करवत आहे. दुसरे लेथ-ड्रिलिंग मशीन आहे.
आज आपण पहिल्याबद्दल बोलू. त्याच्या डिव्हाइसचा अधिक तपशीलवार विचार करा. परंतु सर्व प्रथम, मी हे लक्षात घेतो की ते डिझाइन केले गेले आहे, म्हणून बोलायचे तर, एकत्रित योजनेनुसार (जॉइंटर चाकू आणि गोलाकार सॉला एक सामान्य ड्राइव्ह आहे आणि ते आहेत. एका कार्यरत शाफ्टवर निश्चित केले आहे - रोटर). या सोल्यूशनने मला डिझाइन अधिक सोपी आणि तांत्रिक बनविण्यास अनुमती दिली, ज्याचा निःसंशयपणे मुख्य घटक आणि संमेलनांच्या तर्कसंगत प्लेसमेंटवर परिणाम झाला. या मशीनमध्ये औद्योगिकरित्या उत्पादित केलेले आणि व्यावसायिकांनी ऑर्डर केलेले आणि अर्थातच स्वतःच्या हातांनी बनवलेले घटक आहेत. अगदी असामान्य तपशील देखील आहेत, उदाहरणार्थ, मशीनचा आधार भाग - फ्रेम, जुन्या शिवणकामाच्या मशीनच्या "पाय" पेक्षा अधिक काही नाही. आणि ते संपूर्ण डिझाइनमध्ये अक्षरशः कोणतेही बदल न करता यशस्वीरित्या फिट झाले, किंवा त्याऐवजी, प्लॅनर टेबलची रुंदी त्याच्या योग्य आकारात समायोजित केली गेली. बेडचे मुख्य भाग (साइड रेल, क्रॉसबार, स्पेसर) चॅनेल क्रमांक 5 वरून बनवले गेले. दोन्ही डिझाइन: फ्रेम आणि बेड वेल्डेड आहेत.
मशीनवर दुहेरी बाजू असलेला (दुहेरी-धारी) जॉइंटर चाकू, सॉ ब्लेडसह हार्ड-मिश्रधातूच्या टिपांसह स्थापित केलेला तीन-चाकू रोटर आणि विविध प्रकारच्या उपकरणांमुळे उच्च-गुणवत्तेची लाकूड उत्पादने मिळवणे शक्य होते. प्लॅनिंग (प्लॅनिंग) मोडमध्ये, मशीन केलेल्या पृष्ठभागाची रुंदी 260 मिमी आहे आणि कटची खोली 2 मिमी पर्यंत आहे.
जॉइंटर आणि गोलाकार सॉ ड्राइव्ह
टेबल्स (इनलेट आणि आउटलेट) जॉइंटर आणि कंट्रोल पॅनल (फोरग्राउंडमध्ये)
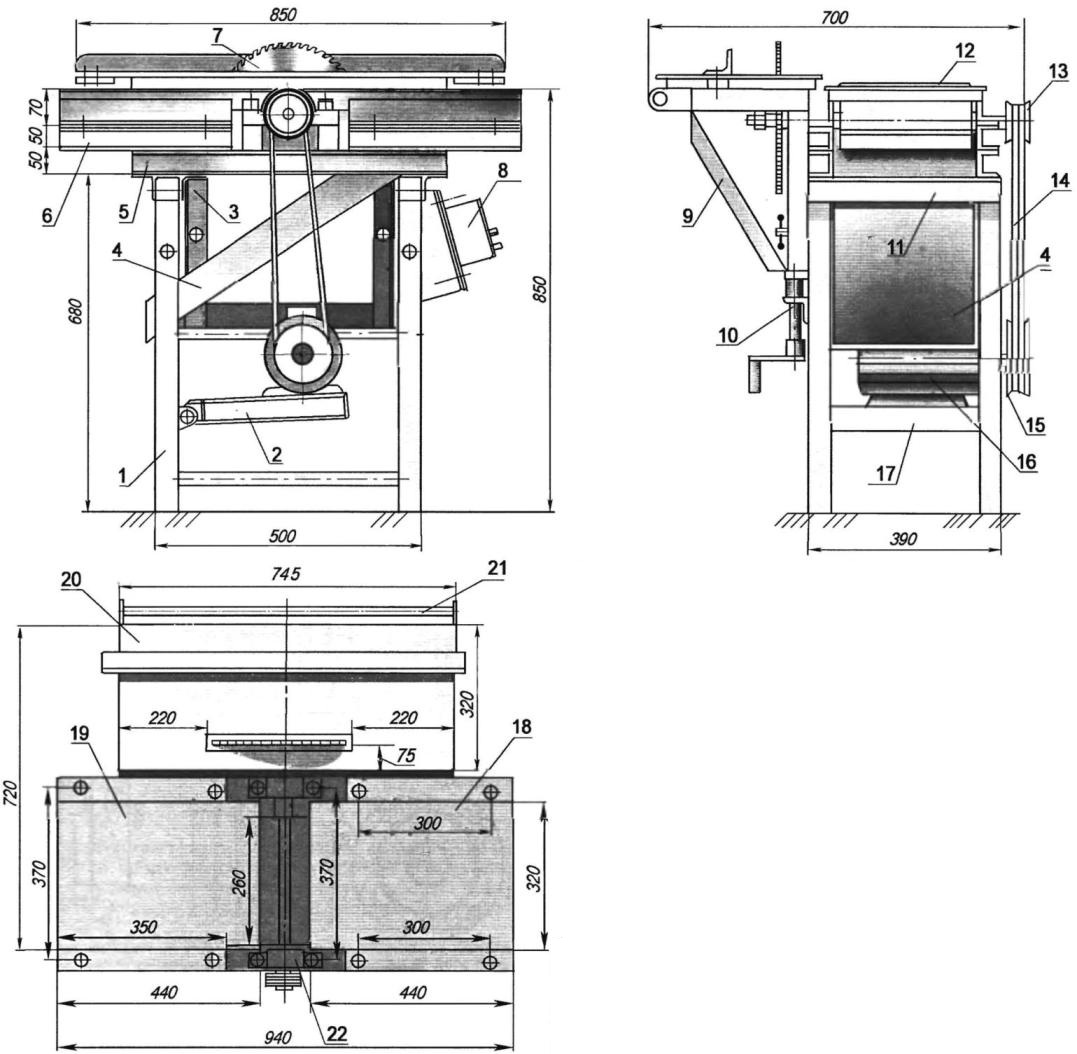
वुडवर्किंग जॉइंटर आणि "परिपत्रक" (मोठे करण्यासाठी क्लिक करा): 1 - फ्रेम (फूट शिवणकामाच्या मशीनमधून, स्टॅम्प्ड स्टील चॅनेल 50x50x50, 4 पीसी.; 2 - हिंग्ड सब-इंजिन प्लॅटफॉर्म; 3 - "परिपत्रक" माउंट करण्यासाठी अतिरिक्त फ्रेम स्टँड लिफ्टिंग टेबल "(कोपरा 50x50, 2 pcs.; 4 - ट्रे (ड्युरल्युमिन शीट s1.5); 5 - रेखांशाची बाजू (रोलिंग चॅनेल क्र. 5.2 pcs.; 6 - अंडर-टेबल रिमोट सब्सट्रेट (रोलिंग चॅनेल क्र. 5, 4) pcs.; 7 - गोलाकार सॉ (Ø300x32); 8 - नियंत्रण पॅनेल; 9 - "परिपत्रक" लिफ्टिंग टेबलचा सबफ्रेम (कोपरा क्रमांक 5); 10 - "परिपत्रक" टेबल (जॅक) उचलण्याची यंत्रणा; 11 - आडवा ड्रॉवर (रोलिंग चॅनेल क्र. 5, 2 पीसी.; 12 - जॉइंटर; 13 - चालित पुली; 14 - व्ही-बेल्ट (2 पीसी.; 15 - व्ही-बेल्ट ड्राइव्ह पुली; 16 - इलेक्ट्रिक मोटर (N=3 kW, n=1500 rpm, U=380 V); 17 - क्रॉस कनेक्शन (स्टील प्रोफाइल, 4 pcs.; 18 - जॉइंटर डिस्चार्ज टेबल; 19 - प्लॅनर इनटेक टेबल; 20 - "गोलाकार" लिफ्टिंग टेबल; 21 - मार्गदर्शक ट्रिमिंग सुविधा (पाईप Ø17); 22 - कार्यरत शाफ्टचे बेअरिंग हाउसिंग (2 पीसी
रोटर (किंवा कार्यरत शाफ्ट) हा मशीनचा सर्वात महत्वाचा, जटिल आणि गंभीर भाग आहे. याव्यतिरिक्त, तो संयुक्त आणि गोलाकार सामान्य आहे. "मॉडेलर-कन्स्ट्रक्टर" मासिकातील बेलारशियन शहर ग्रोडनो येथील व्ही. अवतुख यांच्या "स्मॉल, होय युनिव्हर्सल" या लेखात प्रकाशित केलेल्या रेखाचित्रांनुसार मी ते बनवले (किंवा त्याऐवजी, मी टर्नर आणि नंतर मिलिंग मशीनची ऑर्डर दिली) 2003 साठी 11 क्रमांक. परंतु हा तपशील खूप महत्वाचा असल्याने आणि प्रकाशन खूप पूर्वीचे असल्याने, मी रोटरचे रेखाचित्र पुन्हा देईन, विशेषत: मी त्यात काही बदल केले आहेत: उदाहरणार्थ, मी चाकू लांब केले आणि त्यानुसार, रोटर, इतर बियरिंग्जसाठी सीट्स (टर्निअन्स) इ. d.
मासिकाच्या त्याच अंकात, मी "परिपत्रक" सारणीची उचलण्याची यंत्रणा "डोकावून" घेतली - मशीनवर त्याची उंची समायोजित करून, वर्तुळाकार करवतला योग्य कटरने बदलून (किंवा एक किंवा अधिक पासमध्ये समान सॉ वापरून) , तुम्ही खोबणी, "चतुर्थांश" आणि वेगवेगळ्या आकारांची दुमडणे निवडू शकता.
सॉ ब्लेडचा व्यास 300 मिमी असतो आणि एका पासमध्ये 80 मिमी पर्यंत जास्तीत जास्त कटिंग उंची (किंवा खोबणीची खोली) परवानगी देतो. गोलाकार करवतीच्या डेस्कटॉपच्या काठावर बसवलेल्या उपकरणाद्वारे बोर्डच्या कडा वेगवेगळ्या कोनातून कापण्यास मदत होते. बोर्डच्या शेवटच्या कडांवर प्रक्रिया करताना ही स्लाइडिंग यंत्रणा (मी याला स्लेज म्हणेन) अतिशय सोयीस्कर आहे.
या मशीनची विश्वासार्हता दुसरी मशीन तयार करण्याच्या प्रक्रियेत तपासली गेली - एक लेथ. त्याच्या पलंगावर काम करताना, सलग तीन तास मी सॉ ब्लेडच्या जागी स्थापित कटिंग व्हील वापरून त्याच्या वाहिन्यांच्या वरच्या शेल्फ् 'चे रेखांशाचा मार्गदर्शक आयताकृती छिद्र (खोबणी) कापले आणि नंतर त्यांना पॉलिश केले.

जॉइंटर टेबल: 1 - स्ट्रॅपिंगचा रेखांशाचा घटक (कोपरा 45x45, 2 पीसी.; 2 - मागील स्ट्रॅपिंग घटक (कोपरा 45x45); 3 - समोरचा स्ट्रॅपिंग घटक (कोपरा 45x45); 4 - टेबलटॉप (स्टील शीट s5)

अंडर-इंजिन प्लॅटफॉर्म फ्रेम: 1 - रेखांशाचा पाइपिंग घटक (स्टॅम्प्ड स्टील चॅनेल क्र. 5, 2 पीसी.; 2 - ट्रान्सव्हर्स पाइपिंग एलिमेंट (स्टॅम्प्ड स्टील चॅनेल क्र. 5.2 पीसी.; 3 - फ्रेम सस्पेंशन आय (स्टील शीट s5, 2 पीसी .; 4 - फ्रेम क्रॉस लिंक; 5 - क्रॉस लिंक डोळा (स्टील शीट s5, 2 पीसी.; 6 - फ्रेम सस्पेंशन अक्ष (स्टील, वर्तुळ 20); 7 - कॉटर पिन

जॉइंटर आणि गोलाकार सॉ रोटर (मोठा करण्यासाठी क्लिक करा): 1 - स्प्रिंग वॉशरसह एम 8 स्क्रू; 2 - प्रेशर वॉशर O35x25 (स्टील, शीट एस 4); 3 - चालित दोन-स्ट्रँड पुली; 4 - बेअरिंग हाउसिंग कव्हर (2 पीसी.; 5-बेअरिंग 18037 (2 पीसी.; 6 - बेअरिंग हाउसिंग (2 पीसी.; 7 - रोटर (स्टील 45); 8 - थ्रस्ट वॉशर; 9 - सॉ ब्लेड; 10 क्लॅम्पिंग वॉशर); 11 - नट M20; चाकूची 12-क्लॅम्पिंग प्लेट (3 पीसी.; 13-जॉइनर चाकू, 3 पीसी.; 14 - स्पेसर (एम 6 स्क्रू, 12 पीसी.

वर्कपीस ट्रिमिंग यंत्रणेसह परिपत्रक सॉ लिफ्टिंग टेबल
फ्रेमच्या मध्यभागी (अर्धा लांबी), एक कार्यरत शाफ्ट स्थापित केला आहे, ज्याचे बेअरिंग युनिट्स 70 मिमी लांबीच्या M20x1.5 बोल्टच्या मदतीने निश्चित केले आहेत. शाफ्ट डाव्या बाजूने चालविला जातो. जर तुम्ही कामगाराच्या जागेच्या बाजूने पाहिले तर डावा भाग हा प्लॅनरच्या डोक्याचा चाकूचा भाग आहे. उजव्या बाजूला 32 मिमी व्यासासह शाफ्ट मान आहे. केलेल्या ऑपरेशनवर अवलंबून, ते सुसज्ज केले जाऊ शकते: एक गोलाकार सॉ, मिलिंग कटर, एमरी, ग्राइंडिंग किंवा कटिंग व्हील. महत्वाचे! शाफ्टवर नट बसवणाऱ्या टूलला उजव्या हाताचा धागा असतो. मशीनची कार्यरत पृष्ठभाग तीन स्टील प्लेट्स (टेबल) पासून तयार केली जाते. प्लॅनिंग रोटर (शाफ्ट) च्या बाजूला दोन प्लेट्स आहेत. पहिले रिसीव्हिंग टेबल आहे, जे सुताराच्या जवळ आहे, दुसरे टेबल आउटगोइंग टेबल आहे. दोन्ही टेबल समान आकाराचे आहेत. मागे घेण्याच्या टेबलवर कटिंग टूलच्या तुलनेत उंची समायोजित करण्यासाठी कोणतीही विशेष यंत्रणा नाही आणि हे ऑपरेशन स्टील गॅस्केटच्या मदतीने आवश्यकतेनुसार केले जाते.
टेबल टॉप 5 मिमी जाडीच्या स्टीलच्या शीटपासून बनवलेले इनव्हर्टेड ट्रे (किंवा गटर) 45x45 कोनांच्या फ्रेममध्ये सेट केले जातात आणि त्यांना वेल्डेड केले जातात.
उलटपक्षी, अंगभूत लिफ्टिंग यंत्रणा वापरून ऑपरेशन दरम्यान सॉ ब्लेडच्या सापेक्ष उंचीमध्ये गोलाकार सॉचे टेबल सहजपणे समायोजित केले जाऊ शकते. "परिपत्रक" सारणीच्या उजव्या बाजूला, रेखांशाच्या मार्गदर्शिकेवर, एक कोन सेटिंग स्केल असलेली एक यंत्रणा आहे, ज्याद्वारे तुम्ही फक्त उजव्या कोनातच नाही तर इतर कोणत्याही कोनातही बोर्डांचे टोक ट्रिम करू शकता. . ही यंत्रणा हँड सॉसाठी संबंधित उपकरणावर आधारित आहे.
मी लक्षात घेतो की वर्णन केलेले डिव्हाइस सहजपणे काढले जाते: काढले किंवा खाली केले. रेखांशाचा मार्गदर्शक 17 मिमी व्यासासह स्टील पाईपने बनलेला आहे, तो गोलाकार सॉच्या टेबलच्या काठावर डोळ्याच्या कंसाच्या मदतीने बांधला जातो.
त्याच टेबलच्या त्याच बाजूला, क्लॅम्पिंग बारच्या सहाय्याने, 50x50 मिमी स्टील रोलिंग अँगलने बनवलेला मार्गदर्शक बार M10 बोल्टसह टेबलला जोडलेला आहे. सॉ ब्लेड आणि बारमधील अंतर कापण्यासाठी वर्कपीसची रुंदी निर्धारित करते. आणि बार स्वतः नंतरचे चिन्हांकित न करता वर्कपीसच्या संपूर्ण लांबीसह दिलेली रुंदी राखण्यास मदत करते.

"गोलाकार" सारणीची उचलण्याची यंत्रणा आणि मार्गदर्शक बारच्या टेबलवर बांधणे (मोठे करण्यासाठी क्लिक करा): 1 - फ्रेम, 2 - फ्रेमचा थ्रस्ट क्रॉस सदस्य (कोपरा 50x50); 3 - जॅक (M20x2 स्क्रू); 4 - लिफ्टिंग टेबलचा थ्रस्ट क्रॉस सदस्य (कोपरा 45x45); 5 - लिफ्टिंग टेबल स्टॉपर (विशेष स्क्रू M12x1.5.2 pcs.; 6 - गोलाकार करवत; 7 - मार्गदर्शक बार; 8 - ड्रॉवर साइड (40x40 कोपरा, 4 pcs.; 9 - लिफ्टिंग टेबल स्टँड (40x40 कोपरा, 2 pcs.; 10) - ब्रेस (कोपरा 40x40, 2 पीसी.; 11 - टेबलटॉप; 12 - अतिरिक्त फ्रेम स्टँड; 13 - क्लॅम्पिंग बार (स्टील, 2 पीसी.; 14 - M10 नटसह अर्ध-स्टड-लॉकर (2 सेट; 15 - विशेष स्क्रू M10) , 2 पीसी
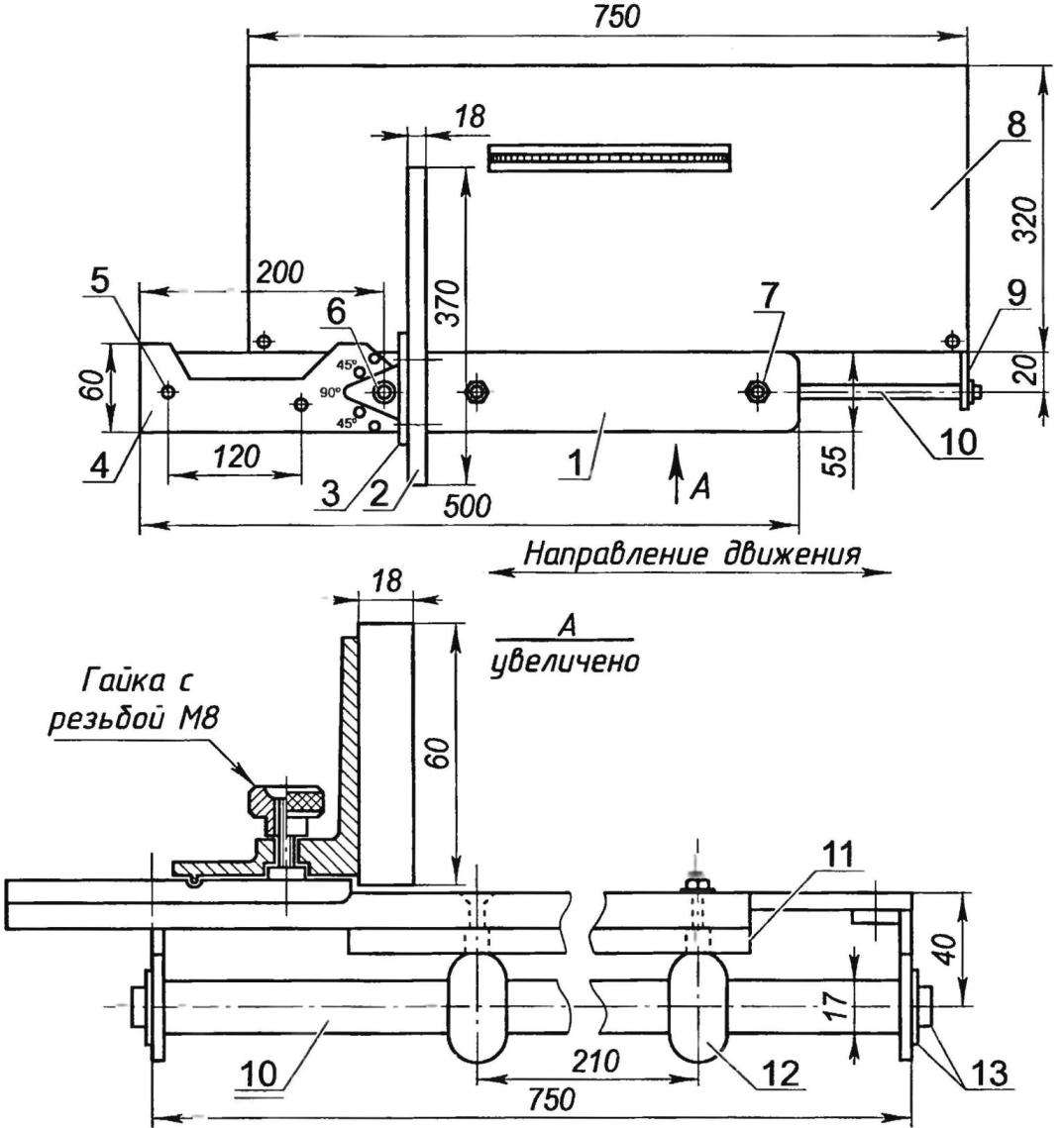
वर्कपीसेस ट्रिम करण्यासाठी यंत्रणा (हात करवतातून वापरलेले तपशील pos. 3,4,6) (मोठे करण्यासाठी क्लिक करा): 1 - बेस (बोर्ड s15); 2 - जोर (बोर्ड s18); 3 - रॅक (स्टील); 4 - स्केल (स्टील) असलेली प्लेट; 5 - प्लेटला बेसवर फिक्स करणे (M8 बोल्ट, 2 pcs.; 6 - स्टॉपर (स्पेशल knurled नट M8); 7 - बुशिंगला बेसवर बांधणे (M8 नट, 2 pcs.; 8 - लिफ्टिंग टेबल "गोलाकार"; 9 - टेबलवर मार्गदर्शक बांधण्यासाठी ब्रॅकेट (स्टील शीट s5, 2 pcs.; 10 - मार्गदर्शक रॉड (पाईप Ø17); 11 - बॅकिंग प्लेट (स्टील, शीट s5); 12 - बुशिंग (स्टील, 2 पीसी.; 13 - मार्गदर्शक रॉड बांधणे (स्क्रू एम 12, 2 पीसी
रोटर ड्राइव्ह - कार्यरत (टूल) शाफ्ट - दोन-स्ट्रँड व्ही-बेल्ट ट्रान्समिशनद्वारे चालते (जरी सराव मध्ये मी फक्त एक बेल्ट वापरतो) तीन-फेज (380 V) 3 किलोवॅट इलेक्ट्रिक मोटरमधून रोटेशन गतीसह. 1500 rpm. इंजिन फ्रेमच्या आत अगदी तळाशी स्थित आहे आणि निलंबित कॅंटिलीव्हर सबफ्रेमवर बिजागर आहे, ज्यामुळे अतिरिक्त रोलरशिवाय बेल्ट टेंशनची समस्या सोडवणे शक्य झाले. सामग्रीची उच्च-गुणवत्तेची प्रक्रिया सुनिश्चित करण्यासाठी, वेगवान व्ही-बेल्ट ट्रांसमिशनमुळे कार्यरत शाफ्टची गती वाढविली गेली. ड्राइव्हवर, मोटर पुलीचा व्यास कार्यरत शाफ्ट पुलीच्या व्यासापेक्षा दीड पट मोठा आहे, म्हणून, चाकू रोटर आणि गोलाकार सॉ सुमारे 2250 आरपीएमच्या कोनीय वेगाने फिरतात. इलेक्ट्रिक मोटर चार-वायर केबलद्वारे चालविली जाते, वायरिंग सर्व सुरक्षा मानकांनुसार बनविली जाते, फ्रेम ग्राउंड केली जाते. शॉर्ट सर्किट किंवा ओव्हरलोड झाल्यास, प्रारंभिक मशीन स्वयंचलित मोडमध्ये जवळजवळ त्वरित पॉवर बंद करण्यास सक्षम आहे. काम केल्यानंतर, मशीन डी-एनर्जाइज्ड केले पाहिजे, भूसा आणि धूळ साफ केले पाहिजे.
सहा वर्षांपासून हे मशिन कार्यरत आहे. मी नियमित देखभाल करतो: मी बेअरिंग असेंब्ली इंजेक्ट करतो, जॉइंटर चाकू बांधण्याची सेवाक्षमता तपासतो, सॉ ब्लेडच्या दातांची स्थिती, ड्राइव्ह व्ही-बेल्ट्स आणि मशीनच्या पॉवर केबल्सची तपासणी करतो.
हे लक्षात ठेवणे अनावश्यक होणार नाही की मशीन वाढलेल्या धोक्याच्या यंत्रणेशी संबंधित आहे. फिरणारे भाग आणि न वापरलेले कटिंग टूल्स निश्चित कव्हर्सने झाकलेले असणे आवश्यक आहे. मशीनवर काम करताना लक्ष एकाग्रता, सुरक्षा नियमांचे पालन आवश्यक आहे. घाई करू नका, प्रक्रियेला गती देण्यासाठी शक्ती लागू करू नका, स्वतःच्या आनंदासाठी कार्य करा. सुताराच्या कामाची जागा चांगली उजळलेली असावी, यंत्राभोवतीची जागा पुरेशी मोकळी असावी आणि फरशीचे आच्छादन निसरडे नसावे.
रिक्त जागा ट्रिम करताना आणि विरघळताना प्रक्रियेची उच्च सुस्पष्टता आणि स्वच्छता आवश्यक नसते, तेव्हा हे साधे आणि हलके मशीन यशस्वीरित्या अवजड आणि जड औद्योगिक मशीन बदलू शकते.त्याचा मुख्य फायदा असा आहे की मशीनच्या निर्मितीसाठी आपल्याला फक्त काही साधे भाग बनवावे लागतील. आणि तुम्ही काही मिनिटांत तयार झालेल्या भागांमधून मशीन एकत्र करू शकता. त्यासाठी बेड म्हणून, आपण कोणतेही वर्कबेंच किंवा सामान्य लाकडी टेबल वापरू शकता.
 असेंबल केलेले सॉइंग मशीन आकृतीमध्ये दर्शविले आहे. 1. डिझाइनचा एक स्पष्ट प्लस म्हणजे बेल्ट ड्राइव्हची अनुपस्थिती. डिस्क ड्राइव्ह शाफ्ट थेट मोटर शाफ्ट विस्ताराशी जोडलेले आहे. हे करण्यासाठी, ड्राईव्ह शाफ्टच्या एका टोकाला Ø22 मिमी आणि -70 मिमी खोलीचे छिद्र ड्रिल केले गेले, ज्यामध्ये असेंब्ली दरम्यान इंजिन शाफ्टचा विस्तार समाविष्ट केला गेला. शाफ्टचा कडक जॉइंट लॉकिंग स्क्रू M8 द्वारे सुनिश्चित केला जातो (चित्र 1 पहा).
असेंबल केलेले सॉइंग मशीन आकृतीमध्ये दर्शविले आहे. 1. डिझाइनचा एक स्पष्ट प्लस म्हणजे बेल्ट ड्राइव्हची अनुपस्थिती. डिस्क ड्राइव्ह शाफ्ट थेट मोटर शाफ्ट विस्ताराशी जोडलेले आहे. हे करण्यासाठी, ड्राईव्ह शाफ्टच्या एका टोकाला Ø22 मिमी आणि -70 मिमी खोलीचे छिद्र ड्रिल केले गेले, ज्यामध्ये असेंब्ली दरम्यान इंजिन शाफ्टचा विस्तार समाविष्ट केला गेला. शाफ्टचा कडक जॉइंट लॉकिंग स्क्रू M8 द्वारे सुनिश्चित केला जातो (चित्र 1 पहा).
ड्राइव्ह शाफ्टचे दुसरे टोक बेअरिंग #204 द्वारे समर्थित आहे. शाफ्टच्या शेवटी एक मान Ø20 मिमी त्याखाली मशीन केली जाते. बेअरिंगला सरकता येण्यासाठी या जर्नलचा आकार असायला हवा. विशेष कव्हर्स आणि अँथर्ससह सपोर्ट बेअरिंग हाउसिंगच्या डिझाइनमध्ये गुंतागुंत होऊ नये म्हणून, मी नंतरचे बंद (डस्टप्रूफ) आवृत्तीत घेतले.
 सॉ ब्लेड मशीनच्या शाफ्टवर नेहमीप्रमाणे बसवले जाते - दोन फ्लॅंज आणि नटच्या मदतीने, ज्याचे परिमाण 32 मिमीच्या बोर व्यासासह ब्लेडसाठी अंजीरमध्ये दर्शविले आहेत. 2. कृपया लक्षात घ्या की ऑपरेशन दरम्यान नट उत्स्फूर्तपणे अनस्क्रूइंग टाळण्यासाठी, येथे धागा डाव्या हाताने असणे आवश्यक आहे. फिक्सिंग नट घट्ट करताना ड्राईव्ह शाफ्ट पकडण्यासाठी, त्यात Ø10 मिमी छिद्र पाडले जाते (चित्र 2 पहा).
सॉ ब्लेड मशीनच्या शाफ्टवर नेहमीप्रमाणे बसवले जाते - दोन फ्लॅंज आणि नटच्या मदतीने, ज्याचे परिमाण 32 मिमीच्या बोर व्यासासह ब्लेडसाठी अंजीरमध्ये दर्शविले आहेत. 2. कृपया लक्षात घ्या की ऑपरेशन दरम्यान नट उत्स्फूर्तपणे अनस्क्रूइंग टाळण्यासाठी, येथे धागा डाव्या हाताने असणे आवश्यक आहे. फिक्सिंग नट घट्ट करताना ड्राईव्ह शाफ्ट पकडण्यासाठी, त्यात Ø10 मिमी छिद्र पाडले जाते (चित्र 2 पहा).
 माझ्या मशीनसाठी ड्राइव्ह म्हणून, मी पॉवरसह असिंक्रोनस तीन-फेज इलेक्ट्रिक मोटर वापरतो
माझ्या मशीनसाठी ड्राइव्ह म्हणून, मी पॉवरसह असिंक्रोनस तीन-फेज इलेक्ट्रिक मोटर वापरतो
2.2 kW ("तीन-हजार"). मी फेज-शिफ्टिंग कॅपेसिटरद्वारे ते सिंगल-फेज नेटवर्कमध्ये बदलतो.
मी या कॅपेसिटरच्या बॅटरीची एकूण क्षमता या गुणोत्तरावरून निर्धारित केली - 66 मायक्रोफारॅड्स प्रति 1 किलोवॅट इंजिन पॉवर. हा संबंध पूर्णपणे व्यावहारिक मार्गाने प्राप्त झाला आहे. मी सूत्रांद्वारे त्याची कधीही चाचणी केली नाही, परंतु मला वाटते की ते समान मूल्य देतील.
वर्कबेंचवर मशीन एकत्र करताना, मी इंजिन स्थापित करतो जेणेकरून ते कामगाराच्या उजवीकडे असेल. सॉ टेबल मजल्यापासून अंदाजे 85 सेमी उंचीवर असणे आवश्यक आहे.
आणि, अर्थातच, कोणत्याही परिस्थितीत आपण सुरक्षिततेबद्दल विसरू नये: सॉ ब्लेड गार्ड, इंजिन ग्राउंडिंग आणि इलेक्ट्रिकल केबल्सचे विश्वसनीय इन्सुलेशन आवश्यक आहे.
एस. ट्युल्युमडझिव्ह,
मासिकाच्या सामग्रीनुसार "ते स्वतः करा"
- लाकूडकाम उद्योगात, मोठ्या प्रमाणात उत्पादनाच्या परिस्थितीत, नियमानुसार, विशेष (ऑपरेशनल) उच्च-कार्यक्षमता मशीन वापरल्या जातात, त्याच प्रकारच्या सतत उत्पादनासाठी कॉन्फिगर केल्या जातात.
- सिलाई मशीन इंजिनद्वारे चालविलेल्या जिगसॉच्या या डिझाइनचे वैशिष्ट्य म्हणजे साध्या धूळ कलेक्टरची उपस्थिती आहे जी भूसा सतत काढून टाकण्याची खात्री देते. फूट कंट्रोल वापरणे
- साइटवर प्रकाशाचा अभाव हे अनेक उन्हाळ्यातील रहिवाशांना ज्ञात एक दुर्दैव आहे. वसंत ऋतू किंवा उन्हाळ्यात बांधकाम कामाच्या सर्वात उष्णतेच्या क्षणी वीज कापली गेली तर हे विशेषतः त्रासदायक आहे, जेव्हा प्रत्येक दिवस महाग असतो आणि
- मला इंजिनशिवाय लाकूडकाम मशीन, त्यासाठी फास्टनर्स आणि इतर घटक मिळाले. इलेक्ट्रिक मोटर विकत घेतल्यावर, मी एका कोपऱ्यातून फ्रेमच्या रूपात माउंट केले.. मी ते त्याच्या रेखांशाच्या स्लॅटवर मशीन केले
- मी काही वर्षांपूर्वी विकत घेतलेल्या माझ्या वोसखोड मोटारसायकलमध्ये खोदणे मला आवडते. एक वाईट गोष्ट - काही नोड्स दुरुस्त करणे कठीण आहे. उदाहरणार्थ, क्रँकशाफ्टवर तेल सील किंवा बेअरिंग बदलणे
सामग्री:
वर्तुळाकार प्रकारची मशीन्स विशेष प्रक्रिया यंत्रणेच्या वर्गाशी संबंधित आहेत, ज्याशिवाय कोणतीही सुसज्ज गृह कार्यशाळा करू शकत नाही.
लाकूडकाम उपकरणांचा हा नमुना विशेषतः देशाच्या घराच्या आणि उन्हाळ्याच्या कॉटेजच्या परिस्थितीत संबंधित आहे.
तयार उपकरणे खरेदी करण्याच्या शक्यतांचे मूल्यमापन करताना, तुम्हाला स्वस्त स्टँड-अलोन गोलाकार आरे हाताळण्याची गैरसोय आणि व्यावसायिक प्रक्रिया उपकरणांची खूप जास्त किंमत यांच्याशी संबंधित अनेक समस्या येतील.
या समस्येचे निराकरण करण्याचा एकमेव योग्य दृष्टीकोन म्हणजे व्यावसायिकरित्या उपलब्ध असलेली सामग्री आणि उपकरणे वापरून आपल्या स्वत: च्या हातांनी गोलाकार मशीन बनवणे.
लक्षात ठेवा!मशीन टूल्सच्या लहान-आकाराच्या मॉडेल्समध्ये पैसे वाचवण्यासाठी, एक स्वायत्त गोलाकार सॉ बहुतेक वेळा कटिंग टूल म्हणून वापरला जातो, जो बेडवर कठोरपणे बसविला जातो.
घरगुती मशीनच्या मदतीने, आपण बोर्ड पाहू शकता, स्लॅबची योजना करू शकता आणि आपल्याला आवश्यक असलेल्या विभागाचे बार देखील बनवू शकता.
इच्छित असल्यास, इलेक्ट्रिक प्लॅनर वापरून लाकडावर प्रक्रिया करण्याची शक्यता प्रदान करून आपल्या उत्पादनाची कार्यक्षमता लक्षणीयरीत्या विस्तृत करणे शक्य होईल.
डिझाइन आवश्यकता
काम सुरू करण्यापूर्वी, एक लहान स्केच तयार करणे आवश्यक असेल, जे केवळ भविष्यातील मशीनच्या सर्व संरचनात्मक घटकांचे स्थानच नव्हे तर त्यांचे मुख्य परिमाण देखील सूचित करेल. असे स्केच काढताना, हे लक्षात घेतले पाहिजे की आपल्या गोलाकार मशीनमध्ये खालील कार्यात्मक युनिट्स असू शकतात:
- बेड, जे संपूर्ण उत्पादनाचा आधार म्हणून काम करते;
- त्यावर स्थापित हाताने पकडलेल्या परिपत्रक सॉचे औद्योगिक मॉडेल असलेले काउंटरटॉप्स;
- अॅक्ट्युएटर चालू आणि बंद करण्यासाठी रिमोट कंट्रोल पॅनेल (परिपत्रक सॉ).
लहान टेबलटॉप वर्तुळाकार मशीन
मशीनची निर्दिष्ट रचना लाकडी चौकटीवर लहान आकाराच्या उत्पादनांसाठी वैशिष्ट्यपूर्ण आहे. मेटल प्रोफाइल (कोपरे) च्या आधारावर तयार केलेल्या भांडवली उपकरणांसाठी, त्याची योजना थोडी वेगळी आहे. अशा उत्पादनाच्या रचनेत खालील घटकांचा समावेश असावा:
- स्टीलच्या फ्रेम्स आणि ब्रॅकेट्सचा बनलेला आधार ज्यावर ड्राईव्ह पुलीसह शाफ्ट बेअरिंग जोड्यांमध्ये बसवले जाते;
- प्रोसेसिंग ब्लेडसाठी स्लॉट्ससह टेबलटॉप, मेटल फ्रेमच्या शीर्षस्थानी आरोहित आणि त्यावर कठोरपणे निश्चित केले आहे;
- फ्रेमच्या खालच्या भागात असलेल्या विशेष ड्राइव्ह इलेक्ट्रिकल उपकरणांचा एक संच आणि डिव्हाइसची आवश्यक कार्यक्षमता प्रदान करते (त्यात इलेक्ट्रिक मोटर, एक प्रारंभिक डिव्हाइस आणि ट्रान्सफॉर्मर-कन्व्हर्टर समाविष्ट आहे).
कोणत्याही प्रकारच्या बिछान्यासाठी मुख्य आवश्यकता म्हणजे संरचनेची जास्तीत जास्त विश्वसनीयता आणि स्थिरता सुनिश्चित करणे. मशीन बेसच्या अंमलबजावणीसाठी पर्याय म्हणून, आम्ही मेटल प्रोफाइल (कोपरे) बनवलेल्या फ्रेम्स आणि लाकडापासून बनवलेल्या लोड-बेअरिंग स्ट्रक्चर्सचा विचार करू.
घरगुती मशीनच्या इलेक्ट्रिकल उपकरणांच्या आवश्यकतांसह स्वत: ला परिचित करताना, सर्वप्रथम, आपण कटिंग टूल (किंवा स्वायत्त सॉ) च्या ड्राइव्हच्या सामर्थ्यावर निर्णय घ्यावा, जे घरगुती परिस्थितीसाठी 850 वॅट्सपेक्षा जास्त नसावे.

स्थिर गोलाकार मशीन
याव्यतिरिक्त, भविष्यातील उत्पादनाचे स्केच तयार करण्यापूर्वी, अशा उपकरणांची तांत्रिक वैशिष्ट्ये वापरली जातात:
- कटची खोली, जी तुमच्या मशीनवर प्रक्रिया करण्यासाठी लाकडाच्या तुकड्यांची स्वीकार्य जाडी सेट करते. लाकूडकाम उपकरणांच्या औद्योगिक नमुन्यांसाठी हे सूचक 5 ते 8 सेमी पर्यंत आहे, जे मानक बोर्ड आणि जाड प्लायवुड कापण्यासाठी पुरेसे आहे.
अतिरिक्त माहिती:जर तुम्हाला जास्त जाडीच्या लाकडाच्या रिकाम्या भागांवर प्रक्रिया करण्याची आवश्यकता असेल तर, बेडमध्ये एक विशेष लिफ्टिंग यंत्रणा प्रदान करणे आवश्यक आहे जे तुम्हाला उंचीमध्ये डिस्कची स्थिती बदलू देते.
- वेगळ्या ड्राइव्हसह कॅपिटल मशीन तयार करण्यापूर्वी, इलेक्ट्रिक मोटरच्या रोटरची ऑपरेटिंग वारंवारता लक्षात घेतली पाहिजे. या पॅरामीटरची निवड लाकूड प्रक्रिया पद्धतींद्वारे निर्धारित केली जाते ज्याचा तुम्हाला सहसा सामना करावा लागतो. लाकडाच्या साध्या कापणीसाठी, ही आकृती तुलनेने कमी असू शकते, परंतु अगदी सम ("स्वच्छ") कटसाठी, आपल्याला उच्च गतीची आवश्यकता आहे.
महत्वाचे!होममेड कटिंग मशीनसाठी इष्टतम एक गती मानली जाते जी मूल्यापेक्षा जास्त नाही ४५०० आरपीएम. कमी इंजिन गतीवर, फ्रेम मजबूत लाकडी चौकटीच्या आधारे बनविली जाऊ शकते, यंत्रणा कंपनांना रोखण्यासाठी पुरेसे मोठे आहे.
- स्केच काढताना, एर्गोनॉमिक आवश्यकता देखील विचारात घेतल्या पाहिजेत, उपकरणांचे ऑपरेशन नियंत्रित करण्याची सोय तसेच ते हाताळण्याची सुरक्षितता गृहीत धरून. ते ऑपरेटिंग पॅनेलवरील बटणांच्या क्रमाशी संबंधित आहेत, कटिंग ब्लेडच्या प्रवेशावरील निर्बंध, तसेच ड्राइव्ह किंवा वैयक्तिक नियंत्रणाची विद्युत सुरक्षा.
भविष्यातील मशीनसाठी सर्व संभाव्य आवश्यकता विचारात घेतल्यानंतर, आपण त्याच्या थेट असेंब्लीकडे जाऊ शकता.
मेटल प्रोफाइलवर आधारित फ्रेम (कोपरे)
मेटल फ्रेमचा वरचा भाग सर्वात सोयीस्करपणे आयताकृती फ्रेम 600 बाय 400 मिमीच्या स्वरूपात बनविला जातो, 25 मिमीच्या कोपऱ्यातून वेल्डेड केला जातो. 220 मिमी लांब पाईप ब्लँक्स या डिझाइनच्या चार कोपऱ्यांवर वेल्डेड केले जातात (शिफारस केलेले पाईप व्यास 17-20 मिमी आहे).

बेडने मशीनची कडकपणा सुनिश्चित करणे आवश्यक आहे
बोल्टच्या मदतीने फ्रेमवर, बेअरिंग पिंजरामध्ये शाफ्ट बांधण्यासाठी दोन रेखांशाचा कोपरे वापरतात.
कोपऱ्यांमधील अंतर शाफ्टच्या लांबीच्या आधारावर निर्धारित केले जाते आणि स्थापनेसाठी वापरल्या जाणार्या बियरिंग्ज विशेष क्लॅम्प्ससह निश्चित केल्या जातात.
बेडच्या फ्रेमचा खालचा भाग, त्यास अधिक स्थिरता देण्यासाठी, 40 मिमी धातूच्या कोपऱ्यांपासून (वेल्डेड) बनविले आहे.

कार्यरत शाफ्टला बांधण्यासाठी बंद प्रकारचे बेअरिंग वापरले जाते
समान सामग्रीचे बनलेले दोन जंपर्स संपूर्ण फ्रेममध्ये वेल्डेड केले जातात, इलेक्ट्रिक मोटरचे निराकरण करण्यासाठी वापरले जातात. प्रक्षेपण उपकरणे बसविण्याच्या उद्देशाने मेटल प्लॅटफॉर्म देखील आहे.

बियरिंग्ज विशेष clamps सह फ्रेम संलग्न आहेत.
परिणामी संरचनेच्या कोपऱ्यांवर, पाईप ब्लँक्स वरच्या फ्रेमवरील पाईप्सच्या आकाराशी संबंधित लांबीसह वेल्डेड केले जातात, परंतु थोड्या मोठ्या व्यासासह (23-25 मिमी).
त्यांच्या काठाच्या जवळ, वरच्या फ्रेमच्या लिफ्टिंग पाईप्स क्लॅम्प करण्यासाठी विशेष क्लॅम्प्स (कोकरे) वापरले जातात, जे ड्राइव्ह बेल्ट तणावग्रस्त असताना हलतात.
अशा मशीनचा यांत्रिक भाग एकत्र करण्याच्या प्रक्रियेमध्ये खालील ऑपरेशन्स समाविष्ट आहेत:
- प्रथम, बीयरिंग क्रमांक 202 घेतले जातात आणि सक्तीने कार्यरत शाफ्टवर चालविले जातात;
- त्यानंतर, त्याच शाफ्टवर इंटरफेरन्स फिटसह एक पुली निश्चित केली जाते, पूर्वी लेथवर मशीन केली जाते आणि 50 मिमीच्या प्रवाहाचा आतील व्यास असतो;
- नंतर, शाफ्टच्या शेवटी, कटिंग टूल क्लॅम्प करण्यासाठी वापरल्या जाणार्या बोल्टसाठी एक धागा कापला जातो (अधिक विश्वासार्ह फिक्सेशनसाठी, बोल्टच्या खाली पॅरोनाइट आणि मेटल वॉशर ठेवता येतात);
- कामाचा हा भाग पूर्ण झाल्यानंतर, आम्ही 1.5 kW (1500 rpm) च्या पॉवरसह तीन-फेज असिंक्रोनस मोटरच्या आधारे तयार केलेल्या ड्राइव्हच्या स्थापनेकडे पुढे जाऊ. अशा इंजिनच्या शाफ्टवर एक पुली बसविली जाते, ज्याचा प्रवाहाचा अंतर्गत आकार अंदाजे 80 मिमी असतो;
- फ्रेम एकत्र करण्याच्या पुढील टप्प्यावर, फ्रेमचे दोन तयार केलेले भाग एकत्र जोडलेले आहेत (या प्रकरणात, लहान व्यासाचे पाईप्स मोठ्यामध्ये घातले जातात);
- कामाच्या शेवटी, शाफ्टवर एक बेल्ट खेचला जातो आणि नंतर रचना विशेष "कोकरू" क्लॅम्प्सद्वारे या स्थितीत निश्चित केली जाते.
लाकडी चौकटीवर मशीन
मशीन बेड बनवण्याचा सर्वात सोपा आणि परवडणारा मार्ग म्हणजे या उद्देशासाठी सामान्य बोर्ड किंवा जाड प्लायवुड वापरणे समाविष्ट आहे. डिझाइनच्या या आवृत्तीमध्ये, अॅक्ट्युएटिंग युनिट थेट टेबलच्या खाली (टेबल टॉप) ठेवले जाते, ज्यामध्ये कटिंग ब्लेडसाठी योग्य परिमाणांचा स्लॉट बनविला जातो.

लाकडी फ्रेम विश्वासार्ह आणि तयार करणे सोपे आहे
उदाहरण म्हणून, आम्ही अंदाजे 110 - 120 सेमी उंचीसह बेड तयार करण्याच्या पर्यायाचा विचार करू, त्यावर हाताने पकडलेला गोलाकार सॉ निश्चित करण्यासाठी डिझाइन केलेले. या डिझाइनच्या काउंटरटॉपची लांबी आपल्या विवेकबुद्धीनुसार लहान मर्यादेत बदलली जाऊ शकते.
लक्षात ठेवा!संरचनेची उंची, इच्छित असल्यास, मशीनवर काम करणाऱ्या व्यक्तीची उंची लक्षात घेऊन समायोजित केली जाऊ शकते. आणि त्यावर खूप लांब बोर्डांवर प्रक्रिया करणे आवश्यक असल्यास, काउंटरटॉपचे परिमाण आवश्यक आकारात वाढवता येऊ शकतात. या प्रकरणात, आपल्याला अतिरिक्त समर्थन पाय माउंट करण्याबद्दल काळजी करावी लागेल.
काउंटरटॉप्स बनवण्यासाठी सर्वात सोयीस्कर सामग्री म्हणजे मल्टीलेयर प्लायवुड ज्याची जाडी किमान 50 मिमी आहे. तथापि, या हेतूंसाठी इतर साहित्य निवडले जाऊ शकते (उदाहरणार्थ, प्लेक्सिग्लास किंवा फायबरग्लास बोर्ड). चिपबोर्डसारख्या सामान्य सामग्रीसाठी, या प्रकरणात त्याचा वापर अवांछित आहे, कारण ते पृष्ठभागाची पुरेशी ताकद देत नाही.
लाकडी पायावर मशीन बनविण्यासाठी, आपल्याला खालील सामग्रीची आवश्यकता असेल:
- शीट लोह तयार करणे;
- जाड प्लायवुडची मानक शीट;
- 50x50 मिमीच्या सेक्शनसह बारची एक जोडी;
- 50 x 100 मिमीच्या मानक आकारासह जाड बोर्ड;
- स्टील कोपरा, मार्गदर्शकांच्या फास्टनिंगची कडकपणा वाढविण्यासाठी आवश्यक आहे;
- एक गोलाकार करवत;
- दोन clamps.
याव्यतिरिक्त, आपल्याला खालील साधनांचा साठा करावा लागेल, ज्याशिवाय मशीनचे असेंब्ली अशक्य आहे:
- क्लासिक स्क्रू ड्रायव्हर आणि इलेक्ट्रिक ड्रिल;
- लाकूड किंवा जिगसॉसाठी एक साधा हॅकसॉ;
- मोजण्याचे साधन (चौरस, टेप मापन, शासक);
- लाकूड प्रक्रियेसाठी पोर्टेबल कटर.
अशा कटरच्या अनुपस्थितीत, मित्र किंवा शेजाऱ्यांच्या मदतीचा वापर करणे शक्य होईल ज्यांच्या घरात मिलिंग मशीन आहे.
अतिरिक्त माहिती:काही होम क्राफ्टर्स जीवनाच्या शेवटच्या स्वयंपाकघरातील टेबलांवरून काउंटरटॉप बनवण्यास प्राधान्य देतात. तथापि, हे डिझाइन टिकाऊ होणार नाही, कारण स्त्रोत सामग्री बर्याच काळापासून आर्द्र खोलीत वापरली जात आहे. म्हणूनच नवीन रिक्त स्थानांमधून सर्व संरचनात्मक घटक बनवणे अधिक शहाणपणाचे ठरेल, जे त्याच वेळी आपल्याला आपल्या वैयक्तिक अभिरुची आणि प्राधान्ये विचारात घेण्यास अनुमती देईल.
काउंटरटॉप उत्पादन
उपकरणाच्या या भागाच्या निर्मितीचे काम खालील क्रमाने केले जाते:
आम्ही प्लायवुडचा तुकडा चिन्हांकित करून प्रारंभ करतो, अशा प्रकारे केला जातो की त्याच्या कडा तयार केलेल्या लोखंडी शीटच्या कडांनी फ्लश होतील. चिन्हांकित केल्यानंतर, हॅकसॉ किंवा इलेक्ट्रिक जिगसॉ वापरुन, आपण आवश्यक आकारात प्लायवुड रिक्त कापू शकता. इच्छित असल्यास, कटरने त्याच्या कडांवर प्रक्रिया करणे शक्य होईल, जरी हे अजिबात आवश्यक नाही (या घटकाची मुख्य आवश्यकता म्हणजे त्याची विश्वसनीयता, आकर्षकपणा नाही).
या ऑपरेशन्स पूर्ण झाल्यावर, काउंटरटॉपच्या पृष्ठभागावर मध्यम काजळीच्या एमरी कापडाने काळजीपूर्वक प्रक्रिया केली जाते (घासली जाते).
नंतर, त्याच्या खालच्या भागावर, सॉ ब्लेडसाठी स्लॉटची स्थिती प्राथमिकपणे चिन्हांकित केली जाते. हे करण्यासाठी, गोलाकार सॉच्या स्थापनेसाठी तयार केलेल्या सॉलेचे परिमाण निश्चित करणे आवश्यक आहे. मोजमाप पार पाडण्याच्या सोयीसाठी, डिस्क फक्त सॉमधून काढली जाते, त्यानंतर सीटचे परिमाण सहजपणे निर्धारित करणे शक्य होईल.

टेबलटॉप चिन्हांकित करण्याच्या सोयीसाठी, सॉ ब्लेड काढला जातो
त्याची तयारी पूर्ण झाल्यावर, तुम्ही गोलाकार करवत घ्या आणि इंस्टॉलेशन साइटवर वापरून पहा. आवश्यक असल्यास, त्याच्या संलग्नक बिंदूंची स्थिती दुरुस्त केली जाते (त्याच वेळी, सॉ ब्लेडसाठी स्लॉटचे रूपरेषा निर्दिष्ट केल्या आहेत).
तयार झालेले प्लायवुड टेबल टॉप स्टीलच्या शीटने झाकलेले असते, त्यास स्व-टॅपिंग स्क्रूने बांधलेले असते. त्यानंतर, कार्यरत पृष्ठभागावर विशेष खुणा लागू केल्या जाऊ शकतात, ज्यामुळे आपण प्रक्रियेदरम्यान लाकडाची रिक्त स्थिती समायोजित करू शकता.
फ्रेम असेंब्ली
स्टिफेनर्स म्हणून वापरल्या जाणार्या फ्रेमच्या दोन्ही आडवा आणि अनुदैर्ध्य पट्ट्या टेबलटॉपच्या खालच्या भागावर देखील बसविल्या जातात. एकूण, अशा चार पट्ट्या आवश्यक आहेत:
दोन ट्रान्सव्हर्स जंपर्स जे टेबलटॉपच्या काठावर प्रत्येक बाजूला 7-9 सेमीने पोहोचत नाहीत.
दोन रेखांशाचा बार, ज्याचा आकार समान स्थितीशी संबंधित आहे (ते काउंटरटॉपच्या काठावर सुमारे 7-9 सेमी पोहोचू नयेत).
हे निर्बंध लक्षात घेऊन, अनुदैर्ध्य बार आणि क्रॉसबारच्या फिक्सेशनच्या बिंदूंची रूपरेषा काढणे आवश्यक आहे, ज्यामध्ये नंतरचे योग्य आकाराचे स्व-टॅपिंग स्क्रू वापरून काउंटरटॉपला जोडले जाईल.
बिंदू चिन्हांकित करताना, त्यातील सर्वात बाहेरील भाग बारच्या काठावरुन अंदाजे 40-50 मिमीच्या अंतरावर निवडला जातो (या प्रकरणात, त्यांच्यामधील पायरी सुमारे 23-25 सेमी असावी).
फ्रेमच्या अंतिम असेंब्लीपूर्वी, सेल्फ-टॅपिंग स्क्रूसाठी छिद्रांद्वारे सर्व घटक भागांमध्ये (बार आणि काउंटरटॉप) ड्रिल केले जाते. समोरच्या बाजूला, फास्टनिंग घटक अशा प्रकारे स्थापित केले जातात की त्यांच्या टोपी पूर्णपणे सामग्रीमध्ये लपलेल्या असतात.
भविष्यातील फ्रेम बेसची ताकद वाढवण्यासाठी, काउंटरटॉपच्या समीप असलेल्या बार लाकडाच्या गोंदाने पूर्व-लेपित आहेत.
असेंब्लीनंतर, रचना तात्पुरते क्लॅम्प्ससह निश्चित केली जाते, जी गोंद सुकल्यानंतर काढली जाऊ शकते.
समर्थन पाय संलग्नक
टेबलचे पाय योग्य विभागाच्या बारपासून बनविलेले असतात (बहुतेकदा, या हेतूंसाठी समान 50x50 मिमी रिक्त स्थान वापरले जातात). समर्थनांची उंची विशिष्ट व्यक्तीसाठी निवडली जाते, म्हणजे वैयक्तिकरित्या.
जेव्हा टेबलटॉप हिप स्तरावर असतो तेव्हा गोलाकार मशीनवर कार्य करणे अधिक सोयीचे असते हे तथ्य हे लक्षात घेतले पाहिजे. त्यांच्या अंतिम स्थापनेपूर्वी पायांचा आकार निश्चित केला जातो, हे लक्षात घेऊन ते सहाय्यक भागाकडे वळतात (फ्रेम बेससह इंटरफेसचे क्षेत्रफळ मजल्यावरील समर्थनाच्या क्षेत्रापेक्षा जास्त असणे आवश्यक आहे).
संरचनेची कडकपणा आणि स्थिरता वाढविण्यासाठी, त्यामध्ये स्टीलचे कोपरे वापरले जाऊ शकतात, जे बेसचा अतिरिक्त "स्ट्रट" प्रदान करण्यासाठी अशा प्रकारे दाबले जातात. त्यांचे निराकरण करण्यासाठी, वॉशरसह विशेष बोल्ट वापरले जातात, कॅप्स बाहेरून स्थापित केले जातात.
वायरिंग आकृती
गोलाकार मशीनच्या डिझाइनच्या कॅपिटल आवृत्तीमध्ये, एक स्वायत्त ड्राइव्ह वापरली जाते, ज्यामध्ये एसिंक्रोनस प्रकारची इलेक्ट्रिक मोटर असते, ज्याचे विंडिंग त्रिकोणाच्या योजनेनुसार इलेक्ट्रिकल नेटवर्कशी जोडलेले असतात.

गोलाकार मशीनच्या एसिंक्रोनस मोटरचा कनेक्शन आकृती
ऑपरेशन नियंत्रित करण्यासाठी आणि इलेक्ट्रिक मोटरची स्वयंचलित सुरुवात सुनिश्चित करण्यासाठी, सर्किट इलेक्ट्रॉनिक स्विच (ट्रायॅक) आणि वर्तमान ट्रान्सफॉर्मरच्या आधारे तयार केलेले चुंबकीय स्टार्टर प्रदान करते.
लाकडी चौकटीवर मशिन कंट्रोल स्कीम तयार करण्यासाठी (मॅन्युअल वर्तुळाकार करवतीचा वापर समाविष्ट असलेला पर्याय), यंत्रणा चालू आणि बंद करण्यासाठी बटणे डुप्लिकेट करणे, त्यांना बाहेर आणणे आणि एका पायावर निश्चित करणे पुरेसे असेल. टेबलटॉप च्या
आपण व्हिडिओवरून मशीनची इलेक्ट्रिक मोटर कनेक्ट करण्याबद्दल अधिक जाणून घ्याल.
आज, बर्याचदा आपण घरगुती गोलाकार आरे शोधू शकता. जर मास्टरकडे धातूसह काम करण्यात किमान कौशल्ये असतील तर ते स्वतः करा परिपत्रक केले जाऊ शकते. संरचनेच्या निर्मितीसाठी, आपल्याला काही उपकरणांची देखील आवश्यकता असेल. सर्व काम काळजीपूर्वक केले पाहिजे.
आकृती 1. स्थिर गोलाकार करवतीची योजना.
खालीलपैकी कोणतीही सामग्री उपलब्ध असल्यास असे डिव्हाइस स्वतः बनविण्याचा सल्ला दिला जातो: स्टीलचे बनलेले कोपऱ्याचे तुकडे, आयताकृती आकाराचे पाईप, इंजिन किंवा ग्राइंडर. जर मोटार नसेल, तर ती बांधकाम बाजारपेठेत खरेदी केली जाऊ शकते.
परिपत्रकाची मॅन्युअल रचना
ग्राइंडर उपलब्ध असल्यास मॅन्युअल परिपत्रक आपल्या स्वत: च्या हातांनी सहजपणे बनवता येते. तुम्हाला खालील साधे फिक्स्चर बनवावे लागतील: एक स्लाइडिंग स्टॉप आणि एक अक्षीय हँडल.
आवश्यक तपशील:
- धातूचा कोपरा.
- वॉशर्स.
- बोल्ट.
- काजू
- धातूची पट्टी.
- बल्गेरियन.
- मेटल पाईप किंवा रॉड.
जोर देणे आणि आवश्यक छिद्र तयार करणे

स्लाइडिंग स्टॉप धातूच्या एका लहान कोपऱ्याच्या अनेक तुकड्यांपासून बनविला जातो, जो कार्यरत घटकाच्या दोन्ही बाजूंना स्थित असतो. हे लक्षात घेण्यासारखे आहे की कार्यरत घटक दात असलेली एक डिस्क आहे, जी अपघर्षक चाकाऐवजी वापरली जाते. प्रत्येक बाजूला अंतर अंदाजे 3-4 मिमी असावे. कोपऱ्यांच्या आडव्या कडा तळाशी गोलाकार करणे आवश्यक आहे जेणेकरून ते कापलेल्या वर्कपीसला चिकटून राहणार नाहीत. कोपऱ्यांना समोर आणि मागे क्रॉस-लिंक करणे आवश्यक आहे. हे करण्यासाठी, नटांसह बोल्ट वापरणे चांगले आहे, वॉशरच्या पॅकेजचा वापर करून अंतर केले जाऊ शकते.
साधनाच्या मुख्य भागावर आपल्याला धातूच्या पट्टीमधून क्लॅम्प लावण्याची आवश्यकता असेल. क्लॅम्पची स्क्रू टाय संरचनेच्या तळाशी ठेवली पाहिजे. मागील स्टॉप बोल्ट सरकण्यासाठी तुम्हाला टिन किंवा गॅल्वनाइज्ड स्टीलची दुहेरी दुमडलेली पट्टी कठोरपणे बांधावी लागेल. स्टॉप संरचनेच्या मागील बाजूस निश्चित करणे आवश्यक आहे. मागील थ्रस्ट पोस्टसह क्लॅम्प एकच रचना तयार करू शकते, तथापि, या प्रकरणात धातूच्या पट्टीची जाडी अंदाजे 1-1.5 मिमी असावी. अंतर प्रदान करणारे वॉशर हलवून, आपण कार्यरत घटक आणि स्टॉपच्या बाजूच्या भागांमधील समान अंतर साध्य करू शकता.

टूल गिअरबॉक्स हाउसिंगमध्ये, आपल्याला लहान फास्टनर्ससाठी 2-4 थ्रेडेड छिद्रे ड्रिल करणे आवश्यक आहे. गीअरबॉक्स प्रथम डिस्सेम्बल करणे आवश्यक आहे आणि जेथे ड्रिल करणे शक्य आहे ते ठिकाणे ओळखणे आवश्यक आहे. छिद्र होममेड अक्षीय हँडल निश्चित करण्यास सक्षम होण्याच्या उद्देशाने आहेत. जर ग्राइंडरचे मानक बाजूचे हँडल वापरले असेल तर विस्तृत अनुभव असलेल्या मास्टरसाठी सम कट करणे खूप कठीण होईल.
हँडल आणि ऍडजस्टिंग रॉडचे उत्पादन
अक्षीय हँडल पाईप किंवा रॉडने हॉर्नच्या स्वरूपात बनविलेले असते, जे वरच्या दिशेने निर्देशित केले जाते. या प्रकरणात, लहान रुंदीचा क्रॉस ब्रेस देखील वापरला जाऊ शकतो. ज्या टोकांसह ते गिअरबॉक्समध्ये निश्चित केले जाईल ते स्प्लॅश करण्याची आवश्यकता नाही. या भागांमध्ये, आपल्याला फास्टनर्ससाठी छिद्र ड्रिल करावे लागतील. जर माउंटिंग एंड्स स्प्लॅश असेल तर, ऑपरेशन दरम्यान प्रयत्नातून हँडल वाकले जाईल.
जर हँडल शिंगासारखे दिसत असेल तर त्याचा दूरचा भाग आडव्या विमानात स्प्लॅश केला पाहिजे आणि त्यात फरकाने 4-5 मिमीच्या अक्षासाठी छिद्र केले पाहिजे. जर हँडल ब्रॅकेट असेल, तर गिअरबॉक्समध्ये असलेल्या छिद्रांमध्ये, तुम्हाला रॉड किंवा ट्यूबचा तुकडा पुढे चिकटून ठेवावा लागेल. घटकाचा शेवट स्प्लॅश करणे आवश्यक आहे आणि त्यात एक छिद्र पाडणे आवश्यक आहे. रॉड आणि ब्रॅकेटमध्ये थोडे अंतर असावे - अंदाजे 100 मिमी.

पुढे, तुम्हाला 4-5 मिमी स्टीलच्या रॉडचा तुकडा घ्यावा लागेल, जो समायोजित रॉड म्हणून वापरला जाईल. त्याचा एक भाग लूपच्या स्वरूपात वाकणे आवश्यक आहे, किंचित स्प्लॅश केले पाहिजे आणि फ्रंट स्टॉप बोल्टसाठी एक छिद्र ड्रिल केले पाहिजे. स्टॉपच्या पुढील बाजूस वॉशर बदलून, आपल्याला संरचनेच्या संपूर्ण लांबीसह एकसमान स्लॉट रुंदी प्राप्त करणे आवश्यक आहे. जर 6 मिमी रॉड वापरला असेल तर आपल्याला लहान जाडीचे अनेक वॉशर तयार करावे लागतील.
रॉडच्या मागील बाजूस आपल्याला धागा कापण्याची आवश्यकता आहे. घटक हँडलवरील भोक मध्ये फिट होईल. आपण प्रथम त्यावर एक नट स्क्रू करणे आवश्यक आहे, आणि असेंब्ली पूर्ण झाल्यावर, दुसरा. तुम्हाला काजू मोकळे करणे आणि घट्ट करणे आवश्यक आहे जेणेकरून तुम्ही कटची खोली समायोजित करू शकाल. या टप्प्यावर, मॅन्युअल परिपत्रक वापरासाठी तयार असेल.
डेस्कटॉप लहान परिपत्रक
मॅन्युअल परिपत्रक सहजपणे एका लहान डेस्कटॉप डिझाइनमध्ये रूपांतरित केले जाऊ शकते.
हे करण्यासाठी, आपल्याला पाईप किंवा रॉड 15-20 मिमी पासून यू-आकाराची फ्रेम बनवावी लागेल आणि लीव्हर जोडणे आवश्यक आहे. फ्रेमचा खालचा भाग कटिंगच्या दिशेने क्षैतिज दिशेने वाकलेला असणे आवश्यक आहे आणि नंतर सेल्फ-टॅपिंग स्क्रूसह टेबलवर निश्चित केले पाहिजे. रचना स्थिर करण्यासाठी, आपण याव्यतिरिक्त उतार स्थापित करू शकता.
क्षैतिज क्रॉसबारवर तुम्हाला टी-आकाराच्या पाईपमधून फिरणारा लीव्हर लावावा लागेल.

घटकाचा आडवा भाग दोन भागांमध्ये कापला जाणे आवश्यक आहे. रचना स्थापित केल्यानंतर, घटकांना clamps सह fastened करणे आवश्यक आहे. क्लॅम्पसह उभ्या भागाच्या शेवटी, आपल्याला तयार केलेला हात खेचणे आवश्यक आहे.
एक समान डिझाइन कटिंग डिव्हाइस म्हणून देखील वापरले जाऊ शकते, ज्यासाठी आपल्याला ग्राइंडरमध्ये मानक कटिंग व्हील स्थापित करणे आवश्यक आहे. तथापि, या प्रकरणात, कटची जाडी 70-80 मिमी पेक्षा जास्त नसेल, सर्वकाही कार्यरत घटकाच्या व्यासावर अवलंबून असेल. जाड लाकूड प्रक्रिया करण्यास सक्षम होण्यासाठी, आपल्याला पूर्ण वर्तुळाकार करवतीची आवश्यकता असेल.
स्थिर परिपत्रक पूर्ण करा
तुमच्याकडे डिझाईन स्कीम असेल तरच अशा प्रकारची परिपत्रके काढणे शक्य आहे. स्थिर आणि डेस्कटॉप सर्कुलरमधील फरक म्हणजे बेडची उंची. या प्रकारच्या संरचनेचा आकृती अंजीर मध्ये दर्शविला आहे. एक
तयार केलेला पहिला घटक म्हणजे टेबल. ते टिन किंवा गॅल्वनाइज्ड शीटने झाकलेले आहे. लाकूड लाकूड किंवा प्लास्टिकच्या विरूद्ध घासते, परिणामी एक लहान छिद्र होते. या प्रकरणात, उच्च-गुणवत्तेचे प्रोपाइल तयार करणे शक्य होणार नाही. टेबलचे क्रॉस सांधे 70-80 मिमीच्या धातूच्या कोपऱ्यापासून बनवले जातात.
कार्यरत घटक टेबल बेसच्या वरील व्यासाच्या 1/3 पेक्षा जास्त पसरू नये - अन्यथा करवत धोकादायक असेल. म्हणून, जर 100 मिमीचा तुळई कट करणे आवश्यक असेल तर डिस्कचा व्यास 350 मिमी किंवा त्याहून अधिक असणे आवश्यक आहे. अशा डिस्क चालविण्यासाठी, 1 किलोवॅट किंवा त्याहून अधिक शक्ती असलेली मोटर आवश्यक आहे.
खरेदी केलेल्या इंजिनच्या सामर्थ्याची वैयक्तिक गरजांशी तुलना करणे सर्वप्रथम आवश्यक असेल. 150 मिमी किंवा त्याहून अधिक रिक्त स्थानांसाठी, स्वतः गोलाकार बनविणे खूप कठीण आहे.
70-80 मिमीच्या कोपऱ्याच्या तुकड्यातून उच्च-गुणवत्तेचा समायोज्य स्टॉप बनविला जाऊ शकतो, त्याची लांबी टेबलच्या लांबीपेक्षा 350-400 मिमी जास्त असावी. शेल्फपैकी एक दोन्ही बाजूंनी कापला जाणे आवश्यक आहे जेणेकरून उर्वरित टेबलच्या लांबीच्या समान असेल. पाठ खाली वाकणे आवश्यक आहे. खालच्या शेल्फमध्ये आपल्याला फास्टनर्सच्या थ्रेडसाठी छिद्र ड्रिल करावे लागतील. त्यानंतर, आपल्याला टेबलवर जोर द्यावा लागेल आणि बोल्टसह आवश्यक स्थितीत त्याचे निराकरण करावे लागेल. स्टॉप टेम्पलेटनुसार सेट केला आहे, जो तो आणि टूल डिस्क दरम्यान ठेवलेला आहे.
तुम्हाला स्व-स्थापित बॉल बेअरिंग्ज वापरण्याची आवश्यकता असेल. बीयरिंगसह पिन भुसापासून संरक्षण करू शकतील अशा कव्हर्ससह असणे आवश्यक आहे.
व्ही-बेल्ट ड्राइव्ह वापरण्याची शिफारस केली जाते. मोटर जुन्या वॉशिंग मशिनमधून येते. कॅपेसिटर पेपर किंवा ऑइल-पेपर असू शकतात. इतर घटक साखळीत फिरणाऱ्या प्रतिक्रियात्मक शक्तीचा सामना करू शकणार नाहीत.
जर तुम्हाला तंत्रज्ञान माहित असेल आणि सर्व आवश्यक घटक उपलब्ध असतील तर स्वतः परिपत्रक बनवणे अगदी सोपे आहे.









