Pekeliling buat sendiri: lukisan, video, penerangan. Cara membuat gergaji bulat dengan tangan anda sendiri Cara membuat aci gergaji bulat buatan sendiri
Sukar untuk membayangkan bengkel pertukangan tanpa gergaji bulat, kerana operasi yang paling asas dan biasa ialah menggergaji membujur bahan kerja. Cara membuat gergaji bulat buatan sendiri akan dibincangkan dalam artikel ini.
pengenalan
Mesin ini terdiri daripada tiga elemen struktur utama:
- asas;
- meja menggergaji;
- hentian selari.
Pangkalan dan meja menggergaji itu sendiri bukanlah elemen struktur yang sangat kompleks. Reka bentuk mereka jelas dan tidak begitu rumit. Oleh itu, dalam artikel ini kita akan mempertimbangkan elemen yang paling kompleks - penekanan selari.

Jadi, hentian selari ialah bahagian alih mesin, yang merupakan panduan untuk bahan kerja dan di sepanjangnya bahan kerja bergerak. Sehubungan itu, kualiti potongan bergantung pada hentian selari, kerana jika hentian tidak selari, maka sama ada bahan kerja atau lengkung gergaji mungkin tersekat.
Di samping itu, pagar koyak gergaji bulat mestilah daripada binaan yang agak tegar, kerana tukang menggunakan daya dengan menekan bahan kerja ke pagar, dan jika pagar dibiarkan bergerak, ini akan membawa kepada tidak selari dengan akibatnya. ditunjukkan di atas.

Terdapat pelbagai reka bentuk hentian selari, bergantung pada kaedah lampirannya pada meja bulat. Berikut ialah jadual dengan ciri-ciri pilihan ini.
| Reka bentuk pagar koyak | Kelebihan dan kekurangan |
| Lampiran dua mata (depan dan belakang) | Kelebihan:· Pembinaan yang agak tegar · Membolehkan anda meletakkan hentian di mana-mana tempat meja bulat (di sebelah kiri atau kanan mata gergaji); Tidak memerlukan kehebatan panduan itu sendiri Cacat:· Untuk pengancing, tuan perlu mengapit satu hujung di hadapan mesin, dan juga mengelilingi mesin dan membetulkan hujung bertentangan hentian. Ini sangat menyusahkan apabila memilih kedudukan hentian yang diperlukan dan merupakan kelemahan yang ketara dengan pelarasan semula yang kerap. |
| Lampiran satu titik (depan) | Kelebihan:· Pembinaan yang kurang tegar berbanding semasa memasang pagar dalam dua mata · Membolehkan anda meletakkan pagar di mana-mana tempat meja bulat (di sebelah kiri atau kanan mata gergaji); · Untuk menukar kedudukan hentian, cukup untuk membetulkannya pada satu sisi mesin, di mana induk terletak semasa proses menggergaji. Cacat:· Reka bentuk hentian mestilah besar-besaran untuk memberikan ketegaran struktur yang diperlukan. |
| Mengikat di alur meja bulat | Kelebihan:· Pertukaran pantas. Cacat:· Kerumitan reka bentuk, · Kelemahan reka bentuk meja bulat, · Kedudukan tetap dari garisan mata gergaji, · Reka bentuk yang agak kompleks untuk pembuatan sendiri, terutamanya dari kayu (hanya dibuat daripada logam). |
Dalam artikel ini, kami akan menganalisis pilihan untuk mencipta reka bentuk hentian selari untuk pekeliling dengan satu titik lampiran.
Persediaan untuk bekerja
Sebelum memulakan kerja, adalah perlu untuk menentukan set alat dan bahan yang diperlukan yang akan diperlukan dalam proses itu.
Alat berikut akan digunakan untuk kerja:
- Gergaji bulat atau boleh digunakan.
- Pemutar skru.
- Bahasa Bulgaria (Pengisar sudut).
- Alatan tangan: tukul, pensel, segi empat sama.
Dalam proses itu, anda juga memerlukan bahan berikut:
- Papan lapis.
- Pine besar-besaran.
- Tiub keluli dengan diameter dalam 6-10 mm.
- Rod keluli dengan diameter luar 6-10 mm.
- Dua mesin basuh dengan kawasan yang meningkat dan diameter dalam 6-10 mm.
- Skru mengetuk sendiri.
- Gam penyambung.
Reka bentuk hentian mesin bulat
Keseluruhan struktur terdiri daripada dua bahagian utama - membujur dan melintang (bermaksud - relatif kepada satah bilah gergaji). Setiap bahagian ini disambungkan secara tegar antara satu sama lain dan merupakan struktur kompleks yang merangkumi satu set bahagian.



Daya penekan cukup besar untuk memastikan kekuatan struktur dan membetulkan keseluruhan pagar koyak dengan selamat.

Dari sudut yang berbeza.

Komposisi umum semua bahagian adalah seperti berikut:
- Pangkal bahagian melintang;
- Bahagian membujur
- , 2 pcs.);
- Pangkal bahagian membujur;
- pengapit
- Pemegang cam
Membuat pekeliling
Penyediaan tempat kosong

Beberapa perkara yang perlu diperhatikan:
- unsur membujur satah diperbuat daripada, dan bukan daripada pain pepejal, seperti bahagian lain.





Pada 22 mm, kami menggerudi lubang pada akhirnya untuk pemegang.

Adalah lebih baik untuk melakukan ini dengan penggerudian, tetapi anda hanya boleh mengisinya dengan paku.

Dalam gergaji bulat yang digunakan untuk kerja, gerabak alih buatan sendiri digunakan dari (atau, sebagai pilihan, meja palsu boleh dibuat "tergesa-gesa"), yang tidak terlalu sayang untuk berubah bentuk atau rosak. Kami memacu paku ke dalam gerabak ini di tempat yang ditanda dan menggigit topi.



Akibatnya, kami mendapat bahan kerja silinder yang sekata, yang mesti diproses dengan tali pinggang atau pengisar sipi.

Kami membuat pemegang - ini adalah silinder dengan diameter 22 mm dan panjang 120-200 mm. Kemudian kami melekatkannya ke dalam eksentrik.

Keratan rentas panduan
Kami meneruskan ke pembuatan bahagian melintang panduan. Ia terdiri, seperti yang dinyatakan di atas, daripada butiran berikut:
- Pangkal bahagian melintang;
- Bar pengapit melintang atas (dengan hujung serong);
- Bar pengapit melintang bawah (dengan hujung serong);
- Bar akhir (membetulkan) bahagian melintang.
Pengapit silang atas
Kedua-dua bar pengapit - bahagian atas dan bawah mempunyai satu hujung tidak lurus 90º, tetapi condong ("serong") dengan sudut 26.5º (setepatnya, 63.5º). Kami telah memerhatikan sudut-sudut ini semasa menggergaji kosong.

Bar pengapit melintang atas digunakan untuk bergerak di sepanjang tapak dan seterusnya membetulkan panduan dengan menekannya pada bar pengapit melintang bawah. Ia dipasang dari dua kosong.






Kedua-dua palang pengapit sudah sedia. Ia adalah perlu untuk memeriksa kelancaran pergerakan dan mengeluarkan semua kecacatan yang menghalang gelongsor lancar, di samping itu, adalah perlu untuk memeriksa ketat tepi condong; celah dan retak tidak sepatutnya.
Dengan kesesuaian yang selesa, kekuatan sambungan (membetulkan panduan) akan menjadi maksimum.

Pemasangan bahagian keseluruhan melintang



Bahagian membujur panduan
Keseluruhan bahagian longitudinal terdiri daripada:
- , 2 pcs.);
- Pangkal bahagian membujur.
Elemen ini dibuat daripada fakta bahawa permukaannya berlapis dan lebih licin - ini mengurangkan geseran (memperbaiki gelongsor), serta lebih padat dan lebih kuat - lebih tahan lama.

Pada peringkat membentuk kosong, kami telah menggergajinya mengikut saiz, ia tetap hanya untuk memuliakan tepi. Ini dilakukan dengan pita tepi.

Teknologi tepi adalah mudah (anda juga boleh melekatkannya dengan seterika!) Dan boleh difahami.
Pangkal bahagian membujur



Dan juga dibetulkan dengan skru mengetuk sendiri. Jangan lupa perhatikan sudut 90º antara elemen membujur dan menegak.

Pemasangan bahagian melintang dan membujur.


Di sini SANGAT!!! adalah penting untuk memerhatikan sudut 90º, kerana keselarian panduan dengan satah mata gergaji akan bergantung padanya.


Pemasangan eksentrik





Pemasangan rel panduan
Sudah tiba masanya untuk membetulkan keseluruhan struktur kami pada mesin bulat. Untuk melakukan ini, anda perlu melampirkan bar hentian melintang ke meja bulat. Pengancing, seperti di tempat lain, dilakukan dengan gam dan skru mengetuk sendiri.



... dan kami menganggap kerja telah selesai - gergaji pekeliling do-it-yourself sudah siap.
Video
Video di mana bahan ini dibuat.
Pertama, izinkan saya memberitahu anda tentang hobi saya. Saya suka membuat sesuatu: untuk mencipta dengan tangan saya sendiri perkara yang perlu di dalam rumah yang meningkatkan keselesaan dan menghiasi rumah. Saya terutamanya suka bekerja dengan kayu - pertukangan kayu, pertukangan kayu. Keinginan untuk mempunyai "pembantu" dalam penggunaannya yang mempercepatkan kerja dan meningkatkan kualitinya berfungsi sebagai motif utama untuk mencipta mesin gabungan yang dibentangkan untuk menghasilkan kosong kayu, atau, boleh dikatakan, kompleks mini kerja kayu.
Pengalaman praktikal saya, walaupun terhad, dengan mesin perindustrian, kedua-dua kerja kayu dan pemotongan logam, ternyata sangat berguna dalam reka bentuk dan pembuatan kompleks mini ini. Kini dengan bantuannya adalah mungkin untuk menghasilkan pelbagai pemprosesan: menggergaji (kedua-duanya dalam arah membujur dan melintang gentian); merancang; mengisar dan menggilap, memusing dan menggerudi (dan anda tidak tahu apa lagi - sukar untuk menyenaraikan segala-galanya) produk kayu, dan beberapa operasi walaupun dari logam.
Kompleks mini terdiri daripada dua, secara umum, bebas, mesin (kecuali yang pertama berfungsi sebagai asas atau sokongan untuk yang kedua). Yang pertama ialah gergaji bulat dengan penyambung elektrik. Yang kedua ialah mesin gerudi pelarik.
Hari ini kita akan bercakap tentang yang pertama. Pertimbangkan perantinya dengan lebih terperinci. Tetapi pertama sekali, saya perhatikan bahawa ia direka, boleh dikatakan, mengikut skema agregat (pisau penyambung dan gergaji bulat mempunyai pemacu yang sama dan ditetapkan pada satu aci kerja - pemutar). Keputusan ini membolehkan saya membuat reka bentuk lebih mudah dan lebih berteknologi, yang sudah pasti menjejaskan penempatan rasional komponen dan pemasangan utama. Mesin ini mempunyai komponen yang dihasilkan secara industri dan ditempah oleh profesional dan, sudah tentu, dibuat oleh tangan sendiri. Malah terdapat butiran yang luar biasa, sebagai contoh, bahagian sokongan mesin - bingkai, tidak lebih daripada "kaki" dari mesin jahit lama. Dan mereka berjaya dimuatkan ke dalam reka bentuk keseluruhan dengan hampir tiada perubahan, atau lebih tepat, lebar meja planer telah dilaraskan kepada saiz yang sesuai. Bahagian utama katil (rel sisi, palang, pengatur jarak) dibuat dari saluran No. 5. Kedua-dua reka bentuk: bingkai dan katil dikimpal.
Rotor tiga pisau yang dipasang pada mesin dengan pisau penyambung dua belah (dua mata), mata gergaji dengan hujung karbida, dan pelbagai jenis peranti membolehkan anda memperoleh produk kayu berkualiti tinggi. Dalam mod mengetam (planing), lebar permukaan mesin ialah 260 mm, dan kedalaman pemotongan adalah sehingga 2 mm.
Pemacu sendi dan gergaji bulat
Meja (masuk dan alur keluar) penyambung dan panel kawalan (di latar depan)
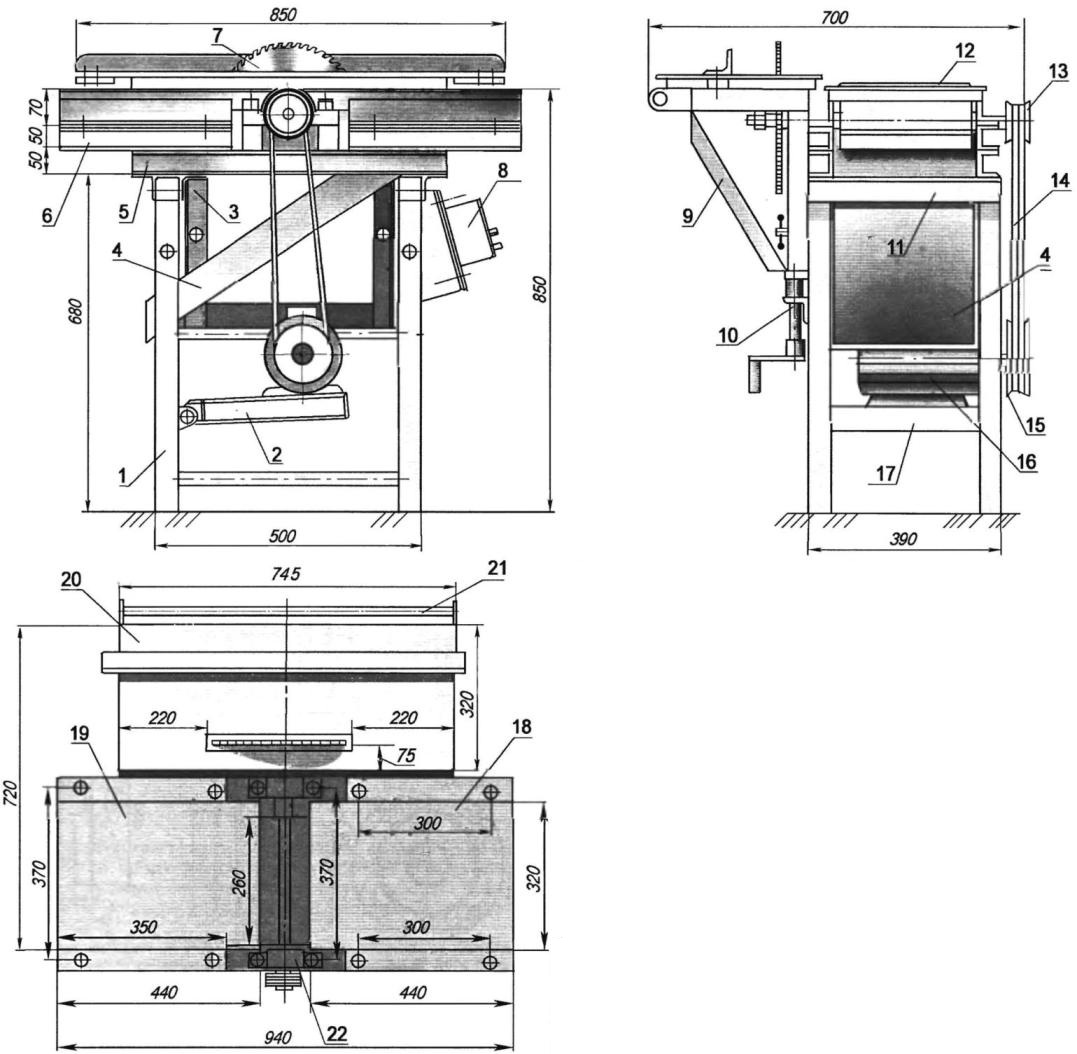
Penyambung kerja kayu dan "bulatan" (klik untuk membesarkan): 1 - bingkai (dari mesin jahit kaki, saluran keluli bercop 50x50x50, 4 pcs.; 2 - platform sub-enjin berengsel; 3 - rangka rangka tambahan untuk memasang "bulatan" meja angkat "(sudut 50x50, 2 pcs.; 4 - dulang (lembaran duralumin s1.5); 5 - sisi membujur (saluran rolling No. 5.2 pcs.; 6 - substrat jauh bawah meja (saluran rolling No. 5, 4) pcs.; 7 - gergaji bulat (Ø300x32); 8 - panel kawalan; 9 - subframe meja angkat "bulatan" (sudut No. 5); 10 - mekanisme untuk mengangkat meja "bulatan" (bicu); 11 - melintang laci (saluran rolling No. 5, 2 pcs. .; 12 - penyambung; 13 - takal didorong; 14 - tali pinggang V (2 pcs.; 15 - takal pemacu tali pinggang V; 16 - motor elektrik (N=3 kW, n=1500 rpm, U=380 V); 17 - sambungan silang (profil keluli, 4 pcs.; 18 - jadual pelepasan sambungan; 19 - jadual pengambilan planer; 20 - meja angkat "bulatan"; 21 - panduan kemudahan pemangkasan (paip Ø17); 22 - perumah galas aci kerja (2 pcs
Rotor (atau aci kerja) adalah bahagian yang paling penting, kompleks dan kritikal dalam mesin. Di samping itu, ia adalah perkara biasa untuk sendi dan bulat. Saya membuatnya (atau lebih tepatnya, saya memesan pemutar, dan kemudian mesin penggilingan) mengikut lukisan yang diterbitkan dalam artikel "Kecil, ya universal" oleh V. Avtukh dari bandar Belarusia Grodno dalam majalah "Modeler-Constructor" No. 11 untuk tahun 2003. Tetapi kerana perincian ini sangat penting, dan penerbitan itu sudah lama dahulu, saya akan memberikan lukisan pemutar sekali lagi, terutamanya kerana saya membuat beberapa perubahan padanya: sebagai contoh, saya memanjangkan pisau, dan, dengan itu, rotor, tempat duduk (trunnions) untuk galas lain, dsb.
Dalam isu majalah yang sama, saya "mengintip" mekanisme mengangkat meja "bulatan" - dengan melaraskan ketinggiannya pada mesin, menggantikan gergaji bulat dengan pemotong yang sesuai (atau dengan gergaji yang sama dalam satu atau lebih pas) , anda boleh memilih alur, "suku" dan lipatan saiz yang berbeza.
Bilah gergaji mempunyai diameter 300 mm dan membolehkan ketinggian pemotongan maksimum (atau kedalaman alur) sehingga 80 mm dalam satu laluan. Memotong tepi papan pada sudut yang berbeza dibantu oleh peranti yang dipasang pada tepi desktop gergaji bulat. Mekanisme gelongsor ini (saya akan memanggilnya sled) sangat mudah apabila memproses tepi hujung papan.
Kebolehpercayaan mesin ini telah diuji dalam proses mencipta mesin lain - mesin pelarik. Bekerja di atas katilnya, selama tiga jam berturut-turut saya memotong lubang bujur panduan membujur (alur) pada rak atas salurannya menggunakan roda pemotong yang dipasang di tempat mata gergaji, dan kemudian menggilapnya.

Meja penyambung: 1 - elemen membujur pengikat (sudut 45x45, 2 pcs.; 2 - elemen pengikat belakang (penjuru 45x45); 3 - elemen pengikat depan (penjuru 45x45); 4 - bahagian atas meja (lembaran keluli s5)

Rangka platform bawah enjin: 1 - elemen paip membujur (saluran keluli dicop No. 5, 2 pcs.; 2 - elemen paip melintang (saluran keluli dicop No. 5.2 pcs.; 3 - mata penggantungan bingkai (lembaran keluli s5, 2 pcs .; 4 - pautan silang bingkai; 5 - mata pautan silang (lembaran keluli s5, 2 pcs.; 6 - paksi penggantungan bingkai (keluli, bulatan 20); 7 - pin cotter

Pemutar sendi dan gergaji bulat (klik untuk membesarkan): 1 - Skru M8 dengan mesin basuh spring; 2 - mesin basuh tekanan O35x25 (keluli, kepingan s4); 3 - takal dua helai didorong; 4 - penutup perumahan galas (2 pcs.; 5-bearing 18037 (2 pcs.; 6 - perumahan galas (2 pcs.; 7 - rotor (keluli 45); 8 - mesin basuh tujahan; 9 - bilah gergaji; 10 mesin basuh pengapit; 11 - kacang M20; plat 12-pengapit pisau (3 pcs.; pisau 13-cantum, 3 pcs.; 14 - spacer (skru M6, 12 pcs.

Meja angkat gergaji bulat dengan mekanisme pemangkasan bahan kerja
Di tengah bingkai (separuh panjang), aci kerja dipasang, unit galasnya dipasang padanya dengan bolt M20x1.5 sepanjang 70 mm. Aci dipacu dari sebelah kiri. Jika dilihat dari sisi tempat pekerja, maka sebelah kiri adalah bahagian pisau kepala planer. Di sebelah kanan terdapat leher aci dengan diameter 32 mm. Bergantung pada operasi yang dilakukan, ia boleh dilengkapi dengan: gergaji bulat, pemotong penggilingan, ampelas, pengisar atau roda pemotong. Penting! Nat pelekap alat pada aci mempunyai benang sebelah kanan. Permukaan kerja mesin terbentuk daripada tiga plat keluli (meja). Dua plat terletak pada sisi pemutar pengetam (aci). Yang pertama ialah meja penerima, terletak lebih dekat dengan tukang kayu, meja kedua adalah yang keluar. Kedua-dua meja adalah sama saiz. Tidak ada mekanisme khas untuk melaraskan ketinggian berbanding dengan alat pemotong di meja tarik balik, dan operasi ini dijalankan mengikut keperluan dengan bantuan gasket keluli.
Bahagian atas meja diperbuat daripada kepingan keluli setebal 5 mm dalam bentuk dulang terbalik (atau talang) yang dipasang dalam bingkai bersudut 45x45 dan dikimpal padanya.
Meja gergaji bulat, sebaliknya, boleh dilaraskan ketinggiannya dengan mudah berbanding bilah gergaji semasa operasi menggunakan mekanisme mengangkat terbina dalam. Di sebelah kanan meja "bulatan", pada panduan membujur, terdapat mekanisme dengan skala tetapan sudut, yang mana anda boleh memangkas hujung papan, bukan sahaja pada sudut tepat, tetapi juga pada sudut lain. . Mekanisme ini adalah berdasarkan peranti yang sepadan untuk gergaji tangan.
Saya perhatikan bahawa peranti yang diterangkan mudah dikeluarkan: dialih keluar atau diturunkan ke bawah. Panduan membujur diperbuat daripada paip keluli dengan diameter 17 mm, ia diikat dengan bantuan kurungan mata di tepi meja gergaji bulat.
Di sebelah meja yang sama, dengan menggunakan bar pengapit, bar panduan yang diperbuat daripada sudut gelek keluli 50x50 mm dipasang pada meja dengan bolt M10. Jarak antara mata gergaji dan palang menentukan lebar bahan kerja yang hendak dipotong. Dan bar itu sendiri membantu mengekalkan lebar tertentu sepanjang keseluruhan bahan kerja tanpa menandakan yang terakhir.

Mekanisme mengangkat meja "bulatan" dan mengikat ke meja bar panduan (klik untuk membesarkan): 1 - bingkai, 2 - anggota silang tujahan bingkai (sudut 50x50); 3 - bicu (skru M20x2); 4 - anggota silang tujahan meja angkat (sudut 45x45); 5 - mengangkat penyumbat meja (skru khas M12x1.5.2 pcs.; 6 - gergaji bulat; 7 - bar panduan; 8 - sisi laci (40x40 sudut, 4 pcs.; 9 - angkat meja berdiri (40x40 sudut, 2 pcs.; 10 - topang (sudut 40x40, 2 pcs.; 11 - atas meja; 12 - rangka rangka tambahan; 13 - bar pengapit (keluli, 2 pcs.; 14 - semi-stud-locker dengan kacang M10 (2 set; 15 - skru khas M10) , 2 pcs
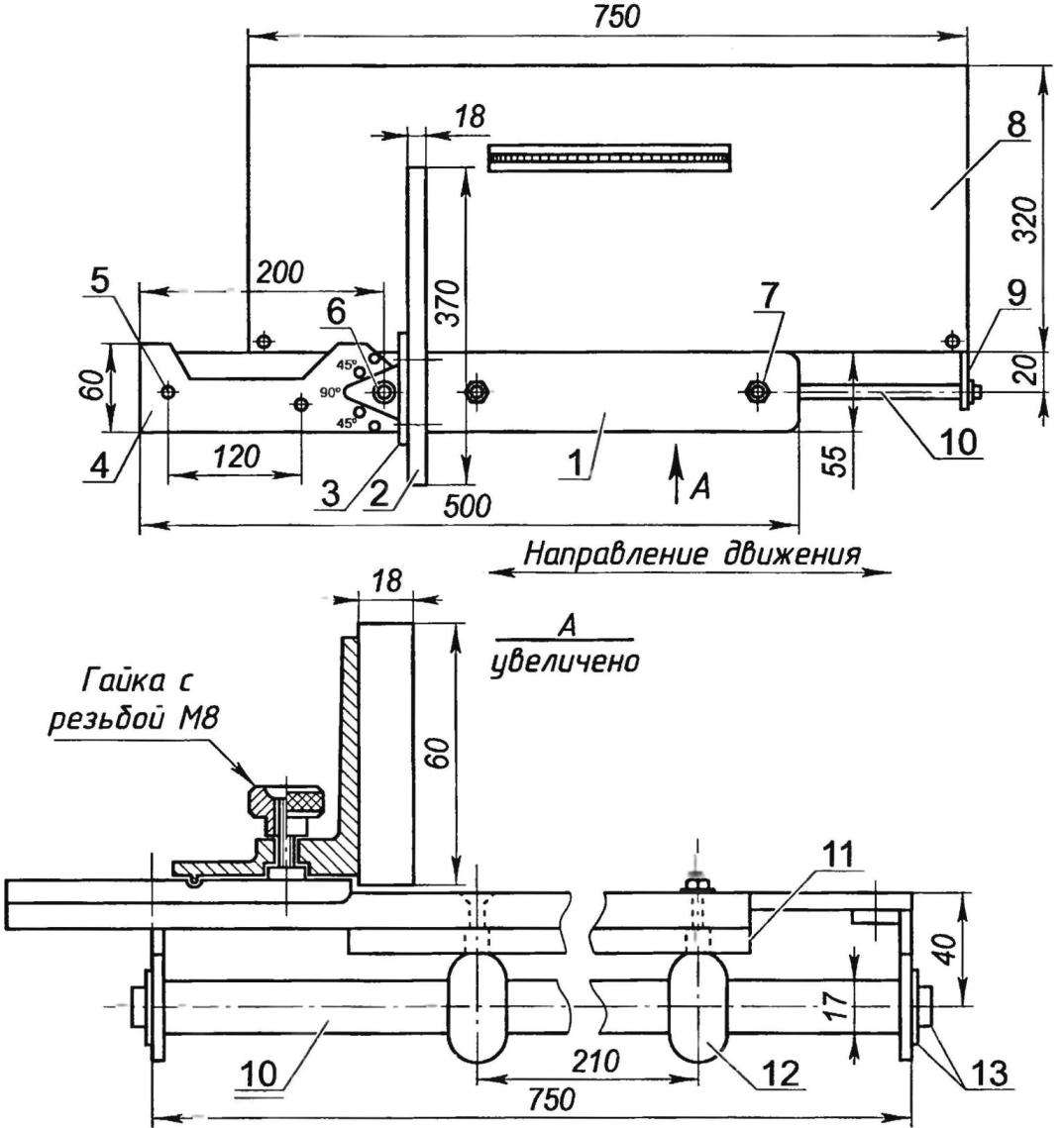
Mekanisme untuk pemangkasan kosong (butiran pos. 3,4,6 digunakan dari gergaji tangan) (klik untuk membesarkan): 1 - tapak (papan s15); 2 - penekanan (papan s18); 3 - rak (keluli); 4 - plat dengan skala (keluli); 5 - memasang plat ke pangkalan (bolt M8, 2 pcs.; 6 - penyumbat (nat knurled khas M8); 7 - mengikat sesendal ke pangkalan (nut M8, 2 pcs.; 8 - meja angkat "bulatan"; 9 - pendakap mengikat panduan ke meja (lembaran keluli s5, 2 pcs.; 10 - rod panduan (paip Ø17); 11 - plat sokongan (keluli, kepingan s5); 12 - sesendal (keluli, 2 pcs.; 13 - mengikat rod pemandu (skru M12, 2 pcs
Pemacu pemutar - aci kerja (alat) - dijalankan oleh transmisi tali pinggang V dua helai (walaupun dalam praktiknya saya hanya menggunakan satu tali pinggang) dari motor elektrik tiga fasa (380 V) 3 kW dengan kelajuan putaran sebanyak 1500 rpm. Enjin terletak di bahagian paling bawah di dalam bingkai dan digantung pada subframe julur yang digantung, yang memungkinkan untuk menyelesaikan masalah ketegangan tali pinggang tanpa roller tambahan. Untuk memastikan pemprosesan bahan yang berkualiti tinggi, kelajuan putaran aci kerja meningkat disebabkan oleh penghantaran tali pinggang V yang mempercepatkan. Pada pemacu, diameter takal motor adalah satu setengah kali lebih besar daripada diameter takal aci kerja, oleh itu, pemutar pisau dan gergaji bulat berputar pada kelajuan sudut kira-kira 2250 rpm. Motor elektrik dikuasakan melalui kabel empat wayar, pendawaian dibuat mengikut semua piawaian keselamatan, bingkai dibumikan. Sekiranya berlaku litar pintas atau beban lampau, mesin permulaan dapat mematikan kuasa secara hampir serta-merta dalam mod automatik. Selepas bekerja, mesin hendaklah dinyahtenagakan, dibersihkan daripada habuk papan dan habuk.
Mesin itu telah beroperasi selama enam tahun. Saya menjalankan penyelenggaraan rutin: Saya menyuntik pemasangan galas, memeriksa kebolehservisan memasang pisau penyambung, keadaan gigi mata gergaji, memeriksa tali pinggang V pemacu dan kabel kuasa mesin.
Ia tidak akan berlebihan untuk mengingati bahawa mesin itu tergolong dalam mekanisme peningkatan bahaya. Bahagian berputar dan alat pemotong yang tidak digunakan mesti ditutup dengan penutup tetap. Bekerja pada mesin memerlukan tumpuan penuh perhatian, pematuhan kepada peraturan keselamatan. Jangan tergesa-gesa, jangan gunakan kekerasan untuk mempercepatkan proses, bekerja untuk kesenangan anda sendiri. Tempat kerja tukang kayu hendaklah diterangi dengan baik, ruang di sekeliling mesin hendaklah cukup bebas, dan penutup lantai tidak boleh licin.
Apabila ketepatan tinggi dan kebersihan pemprosesan tidak diperlukan semasa memotong dan melarutkan kosong, mesin ringkas dan ringan ini boleh berjaya menggantikan mesin industri besar dan berat.Kelebihan utamanya ialah untuk pembuatan mesin anda perlu membuat hanya beberapa bahagian mudah. Dan anda boleh memasang mesin dari bahagian siap dalam beberapa minit sahaja. Sebagai katil untuknya, anda boleh menggunakan mana-mana meja kerja atau meja kayu biasa.
 Mesin menggergaji yang dipasang ditunjukkan secara skematik dalam Rajah. 1. Tambahan jelas reka bentuk adalah ketiadaan pemacu tali pinggang. Aci pemacu cakera disambungkan terus ke sambungan aci motor. Untuk melakukan ini, lubang Ø22 mm dan kedalaman -70 mm digerudi pada satu hujung aci pemacu, di mana sambungan aci enjin semasa pemasangan dimasukkan. Sambungan tegar aci dipastikan oleh skru pengunci melalui M8 (lihat Rajah 1).
Mesin menggergaji yang dipasang ditunjukkan secara skematik dalam Rajah. 1. Tambahan jelas reka bentuk adalah ketiadaan pemacu tali pinggang. Aci pemacu cakera disambungkan terus ke sambungan aci motor. Untuk melakukan ini, lubang Ø22 mm dan kedalaman -70 mm digerudi pada satu hujung aci pemacu, di mana sambungan aci enjin semasa pemasangan dimasukkan. Sambungan tegar aci dipastikan oleh skru pengunci melalui M8 (lihat Rajah 1).
Hujung kedua aci pemacu disokong oleh galas #204. Leher Ø20 mm dimesin di bawahnya di hujung aci. Jurnal ini mesti bersaiz untuk membolehkan galas yang sesuai dengan gelongsor. Untuk tidak merumitkan reka bentuk perumahan galas tujahan dengan penutup khas dan anter, saya mengambil yang terakhir dalam versi tertutup (kalis habuk).
 Bilah gergaji dipasang pada aci mesin seperti biasa - dengan bantuan dua bebibir dan kacang, dimensi yang untuk bilah dengan diameter lubang 32 mm ditunjukkan dalam rajah. 2. Sila ambil perhatian bahawa untuk mengelakkan pembukaan nat secara spontan semasa operasi, benang di sini mestilah kidal. Untuk memegang aci pemacu semasa mengetatkan nat penetapan, lubang tembus Ø10 mm digerudi di dalamnya (lihat Rajah 2).
Bilah gergaji dipasang pada aci mesin seperti biasa - dengan bantuan dua bebibir dan kacang, dimensi yang untuk bilah dengan diameter lubang 32 mm ditunjukkan dalam rajah. 2. Sila ambil perhatian bahawa untuk mengelakkan pembukaan nat secara spontan semasa operasi, benang di sini mestilah kidal. Untuk memegang aci pemacu semasa mengetatkan nat penetapan, lubang tembus Ø10 mm digerudi di dalamnya (lihat Rajah 2).
 Sebagai pemacu untuk mesin saya, saya menggunakan motor elektrik tiga fasa tak segerak dengan kuasa
Sebagai pemacu untuk mesin saya, saya menggunakan motor elektrik tiga fasa tak segerak dengan kuasa
2.2 kW ("tiga ribu"). Saya mengubahnya menjadi rangkaian fasa tunggal melalui kapasitor peralihan fasa.
Saya menentukan jumlah kapasiti bateri kapasitor ini dari nisbah - 66 mikrofarad setiap 1 kW kuasa enjin. Hubungan ini telah diperoleh dengan cara yang praktikal semata-mata. Saya tidak pernah mengujinya dengan formula, tetapi saya fikir ia akan memberikan nilai yang sama.
Semasa memasang mesin di atas meja kerja, saya memasang enjin supaya ia berada di sebelah kanan pekerja. Meja gergaji mestilah pada ketinggian kira-kira 85 cm dari lantai.
Dan, sudah tentu, kita tidak boleh melupakan keselamatan: pelindung mata gergaji, pembumian enjin dan penebat kabel elektrik yang boleh dipercayai adalah satu kemestian.
S. Tyulyumdzhiev,
Menurut bahan majalah "Lakukan sendiri"
- Dalam industri kerja kayu, dalam keadaan pengeluaran besar-besaran, sebagai peraturan, mesin khas (operasi) berprestasi tinggi digunakan, dikonfigurasikan untuk pengeluaran berterusan jenis yang sama
- Satu ciri reka bentuk jigsaw yang digerakkan oleh enjin mesin jahit adalah kehadiran pengumpul habuk ringkas yang memastikan penyingkiran habuk papan secara berterusan. Menggunakan Kawalan Kaki
- Kekurangan cahaya di tapak adalah malang yang diketahui ramai penduduk musim panas. Ia amat menjengkelkan jika elektrik terputus pada musim bunga atau musim panas pada saat paling panas kerja pembinaan, apabila setiap hari mahal dan
- Saya mendapat mesin kerja kayu tanpa enjin, pengikat untuknya dan komponen lain. Setelah membeli motor elektrik, saya membuat pelekap dalam bentuk bingkai dari sudut .. Saya memesinnya pada selat membujurnya
- Saya suka menggali motosikal Voskhod saya, yang saya beli beberapa tahun lalu. Satu perkara buruk - sesetengah nod sukar dibaiki. Sebagai contoh, untuk menggantikan pengedap minyak atau galas pada aci engkol dengan
Kandungan:
Mesin jenis bulat tergolong dalam kelas mekanisme pemprosesan khusus, tanpanya tiada bengkel rumah yang serba lengkap boleh melakukannya.
Sampel peralatan kerja kayu ini amat relevan dalam keadaan rumah desa dan pondok musim panas.
Apabila menilai kemungkinan membeli peralatan siap sedia, anda akan menghadapi beberapa masalah yang berkaitan dengan kesulitan mengendalikan gergaji bulat berdiri sendiri yang murah dan kos peralatan pemprosesan profesional yang terlalu tinggi.
Satu-satunya pendekatan yang betul untuk menyelesaikan masalah ini ialah membuat mesin bulat dengan tangan anda sendiri, menggunakan bahan dan peralatan yang tersedia secara komersial.
Catatan! Untuk menjimatkan wang dalam model alat mesin bersaiz kecil, gergaji bulat autonomi paling kerap digunakan sebagai alat pemotong, yang dipasang dengan tegar pada bingkai.
Dengan bantuan mesin buatan sendiri, anda boleh melihat papan, merancang papak, dan juga membuat bar bahagian yang anda perlukan.
Jika dikehendaki, anda boleh mengembangkan kefungsian produk anda dengan ketara dengan menyediakan kemungkinan memproses kayu menggunakan pengisar elektrik.
Keperluan reka bentuk
Sebelum memulakan kerja, perlu menyediakan lakaran kecil, yang sepatutnya menunjukkan bukan sahaja lokasi semua elemen struktur mesin masa depan, tetapi juga dimensi utamanya. Apabila melukis lakaran sedemikian, perlu diambil kira bahawa mesin pekeliling anda mungkin terdiri daripada unit berfungsi berikut:
- katil, yang berfungsi sebagai asas keseluruhan produk;
- countertop dengan model perindustrian gergaji bulat genggam dipasang di atasnya;
- panel kawalan jauh untuk menghidupkan dan mematikan penggerak (gergaji bulat).
Mesin Pekeliling Meja Kecil
Komposisi mesin yang ditentukan adalah tipikal untuk produk bersaiz kecil pada bingkai kayu. Untuk peralatan modal yang dihasilkan berdasarkan profil logam (sudut), skemanya mempunyai rupa yang sedikit berbeza. Komposisi produk sedemikian harus mengandungi unsur-unsur berikut:
- tapak yang diperbuat daripada bingkai keluli dan kurungan di mana aci dengan takal pemacu dipasang dalam pasangan galas;
- meja dengan slot untuk bilah pemprosesan, dipasang di atas bingkai logam dan dipasang dengan tegar padanya;
- satu set peralatan elektrik pemacu khas yang terletak di bahagian bawah bingkai dan menyediakan kefungsian peranti yang diperlukan (ia termasuk motor elektrik, peranti permulaan dan penukar-transformer).
Keperluan utama untuk sebarang jenis katil adalah untuk memastikan kebolehpercayaan maksimum dan kestabilan struktur. Sebagai pilihan untuk pelaksanaan asas mesin, kami akan mempertimbangkan kedua-dua bingkai yang diperbuat daripada profil logam (sudut) dan struktur menanggung beban yang diperbuat daripada kayu.
Apabila membiasakan diri dengan keperluan untuk peralatan elektrik mesin buatan sendiri, pertama sekali, anda harus memutuskan kuasa pemacu alat pemotong (atau gergaji autonomi), yang untuk keadaan domestik tidak boleh melebihi 850 watt.

Mesin pekeliling pegun
Di samping itu, sebelum menyediakan lakaran produk masa depan, ciri teknikal peralatan yang digunakan sebagai:
- Kedalaman potongan, yang menetapkan ketebalan kepingan kayu yang dibenarkan untuk diproses pada mesin anda. Penunjuk ini untuk sampel industri peralatan kerja kayu berkisar antara 5 hingga 8 cm, yang cukup untuk memotong papan standard dan papan lapis tebal.
Maklumat tambahan: Sekiranya anda perlu memproses kosong kayu dengan ketebalan yang lebih besar, perlu menyediakan mekanisme pengangkatan khas di dalam katil yang membolehkan anda menukar kedudukan ketinggian cakera.
- Sebelum mengeluarkan mesin modal dengan pemacu berasingan, kekerapan operasi pemutar motor elektrik perlu diambil kira. Pilihan parameter ini ditentukan oleh mod pemprosesan kayu yang paling kerap anda hadapi. Untuk pemotongan kayu yang mudah, angka ini boleh menjadi agak rendah, tetapi untuk pemotongan yang sempurna ("bersih"), anda memerlukan kelajuan yang lebih tinggi.
Penting! Optimum untuk mesin pemotong buatan sendiri dianggap sebagai kelajuan yang tidak melebihi nilai 4500 rpm. Pada kelajuan enjin yang rendah, katil boleh dibuat berdasarkan rangka kayu bertetulang, cukup besar untuk mengelakkan getaran mekanisme.
- Semasa membuat lakaran, keperluan ergonomik juga harus diambil kira, dengan mengandaikan kemudahan mengawal operasi peralatan, serta keselamatan mengendalikannya. Ia berkaitan dengan susunan butang pada panel pengendalian, sekatan akses kepada bilah pemotong, serta keselamatan elektrik pemacu atau kawalan individu.
Selepas semua keperluan yang mungkin untuk mesin masa depan diambil kira, anda boleh meneruskan ke pemasangan langsungnya.
Bingkai berdasarkan profil logam (sudut)
Bahagian atas bingkai logam paling mudah dibuat dalam bentuk bingkai segi empat tepat 600 x 400 mm, dikimpal dari sudut 25 mm. Paip kosong sepanjang 220 mm dikimpal pada empat penjuru reka bentuk ini (diameter paip yang disyorkan ialah 17-20 mm).

Katil mesti memastikan ketegaran mesin
Pada bingkai dengan bantuan bolt, dua sudut membujur digunakan untuk mengikat aci dalam sangkar galas.
Jarak antara sudut ditentukan berdasarkan panjang aci, dan galas yang digunakan untuk pemasangan dipasang pada mereka dengan pengapit khas.
Bahagian bawah bingkai katil, untuk memberikan kestabilan yang lebih besar, dibuat (dikimpal) dari sudut logam 40 mm.

Galas jenis tertutup digunakan untuk mengikat aci kerja
Dua pelompat yang diperbuat daripada bahan yang sama dikimpal merentasi bingkai, digunakan untuk membaiki motor elektrik. Terdapat juga platform logam yang bertujuan untuk memasang peralatan pelancaran.

Galas dilekatkan pada bingkai dengan pengapit khas.
Di sudut struktur yang dihasilkan, kosong paip dikimpal dengan panjang yang sepadan dengan saiz paip pada bingkai atas, tetapi dengan diameter yang lebih besar sedikit (23-25mm).
Lebih dekat ke tepinya, pengapit khas (kambing biri-biri) digunakan untuk mengapit paip pengangkat bingkai atas, yang bergerak apabila tali pinggang pemacu ditegangkan.
Prosedur untuk memasang bahagian mekanikal mesin sedemikian termasuk operasi berikut:
- pertama, galas No. 202 diambil dan didorong ke aci kerja dengan kuat;
- selepas itu, takal dipasang pada aci yang sama dengan kesesuaian gangguan, sebelum ini dimesin pada mesin pelarik dan mempunyai diameter dalam aliran 50 mm;
- kemudian, pada hujung aci, benang dipotong untuk bolt yang digunakan untuk mengapit alat pemotong (untuk penetapan yang lebih dipercayai, paronit dan pencuci logam boleh diletakkan di bawah bolt);
- setelah selesai bahagian kerja ini, kami meneruskan pemasangan pemacu yang dihasilkan berdasarkan motor tak segerak tiga fasa dengan kuasa 1.5 kW (1500 rpm). Takal dipasang pada aci enjin sedemikian, mempunyai saiz dalaman aliran kira-kira 80 mm;
- pada peringkat seterusnya memasang bingkai, dua bahagian siap bingkai disambungkan bersama (dalam kes ini, paip diameter yang lebih kecil dimasukkan ke dalam yang lebih besar);
- pada akhir kerja, tali pinggang ditarik pada aci, dan kemudian struktur dipasang dalam kedudukan ini dengan menggunakan pengapit "kambing" khas.
Mesin pada bingkai kayu
Cara paling mudah dan berpatutan untuk membuat katil mesin melibatkan penggunaan papan biasa atau papan lapis tebal untuk tujuan ini. Dalam versi reka bentuk ini, unit penggerak diletakkan terus di bawah meja (atas meja), di mana slot dimensi yang sesuai dibuat untuk bilah pemotong.

Bingkai kayu boleh dipercayai dan mudah dibuat
Sebagai contoh, kami akan mempertimbangkan pilihan untuk membuat katil dengan ketinggian kira-kira 110 - 120 cm, yang direka untuk memasang gergaji bulat genggam di atasnya. Panjang bahagian atas meja reka bentuk ini boleh diubah dalam had yang kecil mengikut budi bicara anda.
Catatan! Ketinggian struktur, jika dikehendaki, boleh dilaraskan, dengan mengambil kira ketinggian orang yang bekerja pada mesin. Dan jika perlu untuk memproses papan yang sangat panjang di atasnya, dimensi countertop boleh ditingkatkan kepada saiz yang diperlukan. Dalam kes ini, anda perlu bimbang tentang memasang kaki sokongan tambahan.
Bahan yang paling mudah untuk membuat countertop ialah papan lapis berbilang lapisan dengan ketebalan sekurang-kurangnya 50 mm. Walau bagaimanapun, bahan lain boleh dipilih untuk tujuan ini (contohnya papan plexiglass atau gentian kaca). Bagi bahan biasa seperti papan serpai, penggunaannya dalam kes ini adalah tidak diingini, kerana ia tidak memberikan kekuatan permukaan yang mencukupi.
Untuk membuat mesin di atas dasar kayu, anda memerlukan bahan berikut:
- penyediaan kepingan besi;
- kepingan standard papan lapis tebal;
- sepasang bar dengan bahagian 50x50 mm;
- papan tebal dengan saiz standard 50 x 100 mm;
- sudut keluli, perlu untuk meningkatkan ketegaran pengancing panduan;
- gergaji bulat;
- dua pengapit.
Di samping itu, anda perlu menyimpan set alat berikut, tanpa pemasangan mesin itu mustahil:
- pemutar skru klasik dan gerudi elektrik;
- gergaji besi mudah untuk kayu atau jigsaw;
- alat pengukur (persegi, pita pengukur, pembaris);
- pemotong mudah alih untuk pemprosesan kayu.
Sekiranya tiada pemotong sedemikian, ia mungkin menggunakan bantuan rakan atau jiran yang mempunyai mesin penggilingan di rumah mereka.
Maklumat tambahan: Sesetengah tukang rumah lebih suka membuat countertop daripada meja dapur akhir hayat. Walau bagaimanapun, reka bentuk ini tidak akan tahan lama, kerana bahan sumber telah digunakan untuk masa yang lama di dalam bilik lembap. Itulah sebabnya adalah lebih bijak untuk membuat semua elemen struktur dari kosong baru, yang pada masa yang sama akan membolehkan anda mengambil kira citarasa dan pilihan peribadi anda.
Pembuatan meja
Kerja-kerja pembuatan bahagian peralatan ini dijalankan dalam urutan berikut:
Kami mulakan dengan menandakan sekeping papan lapis, dijalankan sedemikian rupa sehingga tepinya rata dengan tepi kepingan besi yang disediakan. Selepas menandakan, menggunakan gergaji besi atau jigsaw elektrik, anda boleh memotong papan lapis kosong ke saiz yang diperlukan. Sekiranya dikehendaki, ia mungkin untuk memproses tepinya dengan pemotong, walaupun ini sama sekali tidak perlu (keperluan utama untuk elemen ini ialah kebolehpercayaannya, bukan daya tarikan).
Setelah selesai operasi ini, permukaan atas kaunter diproses dengan teliti (digosok) dengan kain ampelas pasir sederhana.
Kemudian, pada bahagian bawahnya, kedudukan slot untuk mata gergaji ditandakan terlebih dahulu. Untuk melakukan ini, adalah perlu untuk menentukan dimensi tunggal yang disediakan untuk pemasangan gergaji bulat. Untuk kemudahan menjalankan pengukuran, cakera hanya dikeluarkan dari gergaji, selepas itu akan dapat dengan mudah menentukan dimensi tempat duduk.

Untuk kemudahan menandakan bahagian atas meja, mata gergaji dikeluarkan
Setelah selesai penyediaannya, anda harus mengambil gergaji bulat dan mencubanya di tapak pemasangan. Jika perlu, kedudukan titik lampirannya diperbetulkan (pada masa yang sama, kontur slot untuk mata gergaji ditentukan).
Bahagian atas meja papan lapis yang telah siap ditutup dengan kepingan keluli, diikat padanya dengan skru mengetuk sendiri. Selepas itu, tanda khas boleh digunakan pada permukaan kerja, membolehkan anda melaraskan kedudukan kosong kayu semasa pemprosesannya.
Pemasangan bingkai
Kedua-dua bar melintang dan membujur bingkai, digunakan sebagai pengeras, juga dipasang pada satah bawah permukaan meja. Secara keseluruhan, empat jalur sedemikian diperlukan:
Dua pelompat melintang yang tidak mencapai tepi permukaan meja sebanyak 7-9 cm pada setiap sisi.
Dua bar membujur, saiznya sepadan dengan keadaan yang sama (ia tidak boleh mencapai tepi meja kira-kira 7-9 cm).
Dengan mengambil kira sekatan ini, adalah perlu untuk menggariskan titik penetapan bar membujur dan palang, di mana yang terakhir akan dilekatkan ke atas meja menggunakan skru mengetuk sendiri saiz yang sesuai.
Apabila menandakan titik, yang paling luar daripada mereka dipilih kira-kira pada jarak 40-50 mm dari tepi bar (dalam kes ini, langkah di antara mereka hendaklah kira-kira 23-25 cm).
Sebelum pemasangan akhir bingkai, melalui lubang untuk skru mengetuk sendiri digerudi di semua bahagian komponen (bar dan countertop). Di bahagian depan, elemen pengikat dipasang sedemikian rupa sehingga penutupnya tersembunyi sepenuhnya di dalam bahan.
Untuk meningkatkan kekuatan asas bingkai masa hadapan, bar bersebelahan dengan bahagian atas meja disalut dengan gam kayu.
Selepas pemasangan, struktur dipasang sementara dengan pengapit, yang boleh dikeluarkan selepas gam telah kering.
Sokong lampiran kaki
Kaki meja dibuat daripada bar bahagian yang sesuai (paling kerap, kosong 50x50 mm yang sama digunakan untuk tujuan ini). Ketinggian sokongan dipilih untuk orang tertentu, iaitu secara individu.
Ini harus mengambil kira hakikat bahawa ia adalah lebih mudah untuk bekerja pada mesin bulat apabila permukaan meja berada pada paras pinggul. Bentuk kaki sebelum pemasangan terakhirnya dimuktamadkan, dengan mengambil kira bahawa ia meruncing ke arah bahagian sokongan (kawasan antara muka dengan pangkalan bingkai mesti melebihi kawasan sokongan di atas lantai) .
Untuk meningkatkan ketegaran dan kestabilan struktur, sudut keluli boleh digunakan di dalamnya, yang ditekan sedemikian rupa untuk memberikan "strut" tambahan pada pangkalan. Untuk membetulkannya, bolt khas dengan pencuci digunakan, dipasang dengan penutup ke luar.
Gambarajah pendawaian
Dalam versi modal reka bentuk mesin bulat, pemacu autonomi digunakan, yang termasuk motor elektrik jenis tak segerak, belitannya disambungkan ke rangkaian elektrik mengikut skema segi tiga.

Gambar rajah sambungan motor tak segerak bagi mesin bulat
Untuk mengawal operasi dan memastikan permulaan automatik motor elektrik, litar menyediakan pemula magnet yang dibina berdasarkan suis elektronik (triac) dan pengubah arus.
Untuk membina skema kawalan mesin pada bingkai kayu (pilihan yang melibatkan penggunaan gergaji bulat manual), cukup untuk menduplikasi butang untuk menghidupkan dan mematikan mekanisme, membawanya keluar dan memasangnya pada salah satu kaki atas meja
Anda akan mengetahui lebih lanjut tentang menyambungkan motor elektrik mesin daripada video.
Hari ini, agak kerap anda boleh menemui gergaji bulat buatan sendiri. Pekeliling do-it-yourself boleh dibuat jika tuan mempunyai sekurang-kurangnya kemahiran minimum dalam bekerja dengan logam. Untuk pembuatan struktur, anda juga memerlukan beberapa peranti. Semua kerja mesti dilakukan dengan berhati-hati.
Rajah 1. Skim gergaji bulat pegun.
Adalah dinasihatkan untuk membuat peranti sedemikian sendiri jika mana-mana bahan berikut tersedia: kepingan sudut yang diperbuat daripada keluli, paip berbentuk segi empat tepat, enjin atau pengisar. Jika tiada motor, ia boleh dibeli di pasaran pembinaan.
Reka bentuk manual pekeliling
Pekeliling manual boleh dibuat dengan mudah dengan tangan anda sendiri jika pengisar tersedia. Anda perlu membuat lekapan mudah berikut: hentian gelongsor dan pemegang paksi.
Butiran yang diperlukan:
- Sudut logam.
- Pencuci.
- Bolt.
- kacang.
- Jalur logam.
- bahasa Bulgaria.
- Paip logam atau rod.
Membuat penekanan dan menyediakan lubang yang diperlukan

Hentian gelongsor dibuat daripada beberapa keping sudut kecil logam, yang terletak di kedua-dua belah elemen kerja. Perlu diingat bahawa elemen kerja adalah cakera dengan gigi, yang digunakan sebagai ganti roda kasar. Jurang pada setiap sisi hendaklah kira-kira 3-4 mm. Tepi mendatar sudut perlu dibulatkan di bahagian bawah supaya ia tidak berpaut pada bahan kerja yang dipotong. Sudut perlu disambung silang di hadapan dan belakang. Untuk melakukan ini, lebih baik menggunakan bolt dengan kacang, jurang boleh dibuat menggunakan pakej pencuci.
Pada badan alat anda perlu memakai pengapit dari jalur logam. Pengikat skru pengapit hendaklah diletakkan di bahagian bawah struktur. Anda perlu mengikat jalur timah dua kali ganda atau keluli tergalvani dengan tegar dengan lubang untuk bolt henti belakang meluncur. Hentian mesti dipasang di bahagian belakang struktur. Pengapit dengan tiang tujahan belakang boleh membentuk satu struktur, bagaimanapun, ketebalan jalur logam dalam kes ini hendaklah kira-kira 1-1.5 mm. Dengan menggerakkan mesin basuh yang menyediakan jurang, anda boleh mencapai jurang yang sama antara elemen kerja dan bahagian sisi hentian.

Dalam perumah kotak gear alat, anda perlu menggerudi 2-4 lubang berulir untuk pengikat kecil. Kotak gear terlebih dahulu perlu dibongkar dan mengenal pasti tempat yang boleh digerudi. Lubang-lubang itu bertujuan untuk dapat membetulkan pemegang paksi buatan sendiri. Jika pemegang sisi standard pengisar digunakan, maka agak sukar untuk membuat pemotongan sekata walaupun untuk tuan yang berpengalaman luas.
Pengeluaran pemegang dan rod pelaras
Pemegang paksi diperbuat daripada paip atau rod dalam bentuk tanduk, yang diarahkan ke atas. Dalam kes ini, pendakap silang dengan lebar kecil juga boleh digunakan. Hujung yang akan dipasang pada kotak gear tidak perlu disimbah. Di bahagian ini, anda perlu menggerudi lubang untuk pengikat. Jika hujung pelekap terpercik, pemegang akan bengkok akibat usaha semasa operasi.
Sekiranya pemegangnya kelihatan seperti tanduk, maka bahagian jauhnya mesti disimbah dalam satah mendatar dan lubang digerudi di dalamnya untuk paksi 4-5 mm dengan margin. Sekiranya pemegangnya adalah pendakap, maka di dalam lubang yang terletak di kotak gear, anda perlu memasang sekeping rod atau tiub yang menonjol ke hadapan. Hujung elemen mesti disimbah dan lubang digerudi di dalamnya. Perlu ada jarak kecil antara rod dan pendakap - kira-kira 100 mm.

Seterusnya, anda perlu mengambil sekeping rod keluli 4-5 mm, yang akan digunakan sebagai rod pelaras. Satu bahagian daripadanya perlu dibengkokkan dalam bentuk gelung, sedikit terpercik dan menggerudi lubang untuk bolt berhenti hadapan. Menggantikan mesin basuh di bahagian hadapan hentian, anda perlu mencapai lebar slot seragam sepanjang keseluruhan struktur. Jika rod 6 mm digunakan, maka anda perlu menyediakan beberapa mesin basuh dengan ketebalan kecil.
Di bahagian belakang batang anda perlu memotong benang. Elemen akan masuk ke dalam lubang pada pemegang. Anda mesti mula-mula skru satu nat ke atasnya, dan setelah selesai pemasangan, yang kedua. Anda perlu melonggarkan dan mengetatkan nat secara bergilir-gilir supaya anda boleh melaraskan kedalaman potongan. Pada peringkat ini, pekeliling manual akan sedia untuk digunakan.
Meja pekeliling kecil
Pekeliling manual boleh dengan mudah ditukar kepada reka bentuk desktop kecil.
Untuk melakukan ini, anda perlu membuat bingkai berbentuk U dari paip atau batang 15-20 mm dan pasangkan tuil. Bahagian bawah bingkai mesti dibengkokkan sepanjang arah pemotongan ke mendatar, dan kemudian dipasang pada meja dengan skru mengetuk sendiri. Untuk membuat struktur stabil, anda juga boleh memasang cerun.
Pada palang mendatar anda perlu memakai tuil berputar dari paip berbentuk T.

Bahagian melintang elemen perlu dipotong kepada dua bahagian. Selepas struktur dipasang, elemen perlu diikat dengan pengapit. Ke hujung bahagian menegak dengan pengapit, anda perlu menarik gergaji tangan yang dibuat.
Reka bentuk yang serupa juga boleh digunakan sebagai peranti pemotong, yang mana anda perlu memasang roda pemotong standard dalam pengisar. Walau bagaimanapun, dalam kes ini, ketebalan potongan tidak akan melebihi 70-80 mm, semuanya bergantung pada diameter elemen kerja. Untuk dapat memproses kayu tebal, anda memerlukan gergaji bulat yang lengkap.
Pekeliling pegun lengkap
Adalah mungkin untuk membuat pekeliling jenis ini hanya jika anda mempunyai skema reka bentuk. Perbezaan antara pekeliling pegun dan meja adalah ketinggian katil. Gambar rajah jenis struktur ini ditunjukkan dalam Rajah. satu.
Elemen pertama yang perlu dibuat ialah jadual. Ia ditutup dengan timah atau kepingan tergalvani. Kayu akan bergesel dengan kayu atau plastik, mengakibatkan lubang kecil. Dalam kes ini, tidak mungkin menghasilkan propil berkualiti tinggi. Sambungan silang meja dibuat dari sudut logam 70-80 mm.
Elemen kerja tidak boleh menonjol lebih daripada 1/3 diameter di atas dasar meja - jika tidak gergaji akan berbahaya. Oleh itu, jika perlu memotong rasuk 100 mm, maka diameter cakera mestilah 350 mm atau lebih. Untuk memacu cakera sedemikian, motor dengan kuasa 1 kW atau lebih diperlukan.
Pertama sekali, perlu membandingkan kuasa enjin yang dibeli dengan keperluan peribadi. Untuk kosong 150 mm atau lebih, agak sukar untuk membuat pekeliling sendiri.
Hentian boleh laras berkualiti tinggi boleh dibuat dari sekeping sudut 70-80 mm, panjangnya harus 350-400 mm lebih panjang daripada panjang meja. Salah satu rak perlu dipotong pada kedua-dua sisi supaya bakinya sama dengan panjang meja. Punggung perlu dibengkokkan ke bawah. Di rak bawah anda perlu menggerudi lubang untuk benang pengikat. Selepas itu, anda perlu memberi penekanan pada meja dan membetulkannya dalam kedudukan yang diperlukan dengan bolt. Hentian ditetapkan mengikut templat, yang diletakkan di antaranya dan cakera alat.
Anda perlu menggunakan galas bebola yang dipasang sendiri. Pin dengan galas mestilah dengan penutup yang boleh melindungi daripada habuk papan.
Adalah disyorkan untuk menggunakan pemacu tali pinggang V. Motor itu berasal dari mesin basuh lama. Kapasitor boleh menjadi kertas atau kertas minyak. Unsur lain tidak akan dapat menahan kuasa reaktif yang beredar dalam rantai.
Membuat pekeliling sendiri agak mudah jika anda mengetahui teknologi dan mempunyai semua elemen yang diperlukan.









